一種秸稈纖維複合混凝土磚及其加工工藝的製作方法
2024-04-15 07:02:05 2
1.本技術涉及建築牆體砌築材料技術的領域,尤其是涉及一種秸稈纖維複合混凝土磚及其加工工藝。
背景技術:
2.隨著全球氣候變暖以及地球資源的短缺,人類生存環境日益惡化,環境的可持續發展越來越受到世界各國人民的關注。目前我國農村住宅主要結構形式是砌體結構,傳統的燒結粘土磚仍是砌築牆體的主要材料,其中以實心粘土磚為主。然而每年我國燒制粘土磚浪費大量寶貴的耕地資源,同時燒制粘土磚消耗大量能源,產生大量co2,汙染環境,我國禁止生產傳統的實心粘土磚的工作在2003年就已經開始,在未來的建築市場中,新型的建築材料將替代粘土燒結磚被廣泛運用。
3.我國作為農業大國,每年產生各類農作物秸稈達9億噸,居世界秸稈產量之首。其中黑龍江省秸稈資源全國最多,約佔全國總量的八分之一,每年秸稈資源量達到1.3億噸,可收集量超過1億噸。隨著經濟發展,秸稈作為農村生活燃料的需求正逐步減少,加之秸稈產量的逐年增長,秸稈運輸成本、綜合利用成本較高,經濟性能差,因此每年出現地區性、季節性的秸稈處理困難。目前僅有少量的秸稈被開發用於造紙、發電、食用菌種植和動物飼料,大部分情況下,農民為了趕農時、圖方便,在田間對秸稈直接進行就地焚燒,造成了嚴重的空氣汙染和大量的社會、經濟和生態問題。隨著經濟的發展和人們節能環保意識的不斷提高,世界各國紛紛開始研究將農作物秸稈作為可利用資源運用到生態建築中,並開始應用和推廣。目前,國內外已有大量研究人員將秸稈製成建築材料來使用,如秸稈水泥砌塊、秸稈人造板、秸稈紙面草板等,研究表明秸稈建築材料具有保溫隔熱性能、隔音性能以及良好的抗震性能等優點。
4.秸稈纖維複合混凝土磚充分利用農業廢棄物秸稈,提高秸稈資源的利用率,很大程度上改善中國的資源與能源短缺,解決了很多農村環境汙染的問題,但是,目前我國還沒有相對統一的秸稈纖維複合混凝土磚的建築規範和施工工藝,同時,秸稈纖維複合磚與傳統牆體砌築材料相比,存在抗壓強度低,易受潮,使用壽命低等問題。
技術實現要素:
5.基於上述缺點,本技術提供一種秸稈纖維複合混凝土磚及其加工工藝,以混凝土為主要原料,向混凝土中添加秸稈纖維、玻璃纖維,製備出高抗壓強度的秸稈纖維複合混凝土磚。
6.第一方面,本技術提供一種秸稈纖維複合混凝土磚,採用如下技術方案:
7.一種秸稈纖維複合混凝土磚,所述混凝土磚每立方米包括如下質量份的組分:水泥350~400份、粉煤灰35~40份、細砂600~800份、粗骨料1000~1200份、秸稈纖維50~60份、玻璃纖維0.2~0.3份和水150~180份;所述秸稈纖維採用氫氧化鈉表面改性以及採用矽酸鋰系處理劑做耐久改性。
8.本技術是向混凝土拌和物中添加秸稈纖維和玻璃纖維,其中秸稈纖維中的纖維素和半纖維素在鹼性環境中會轉化為糖酸,與混凝土拌和物中的游離鈣離子結合生成糖酸鈣,包裹在水泥顆粒周圍,阻礙水泥的水化反應;玻璃纖維是由葉臘石、石英砂、石灰石、白雲石、硼鈣石、硼鎂石七種礦石為原料經高溫熔制、拉絲、絡紗、織布等工藝製成的一種性能優異的無機非金屬材料,具有絕緣性好、耐熱性強、抗腐蝕性好,機械強度高等優點。由於玻璃纖維單絲直徑僅為幾微米,質量輕,當玻璃纖維添加在摻有秸稈纖維的混凝土拌和物中時,起到很好的填充作用;並且對秸稈纖維進行氫氧化鈉以及採用矽酸鋰系處理劑進行改性,可使秸稈纖維與混凝土拌和物之間有效連結,因此,可顯著提高混凝土磚的抗壓強度。
9.優選的,所述秸稈纖維複合混凝土的水灰比為0.45、砂率為39%,且所述秸稈纖維的摻量按照質量百分比佔水泥摻量的15%,所述粉煤灰的摻量按照質量百分比佔水泥摻量的10%,所述玻璃纖維的摻量按照體積百分比佔水泥的0.05%。
10.通過採用上述技術方案,粉煤灰、水泥、秸稈纖維被視為凝膠材料,發明人發現水灰比、砂率、秸稈纖維摻量、玻璃纖維摻量以及粉煤灰摻量5因素協同作用,有助於獲得最優抗壓強度的秸稈纖維複合混凝土磚,且成型情況最好,通過試驗發現當水灰比為0.45、砂率為39%、粉煤灰摻量按照質量百分比佔水泥摻量的10%、秸稈纖維摻量按照質量百分比佔水泥摻量的15%以及玻璃纖維摻量按照體積百分比佔水泥的0.05%,混凝土磚的力學性能最優。
11.優選的,所述粗骨料包括質量比為3:7的粒徑為4~6mm和粒徑為10~20mm的兩種粒徑的石子混合配製而成。
12.通過採用上述技術方案,採用不同粒徑的石子充當粗骨料,4~6mm粒徑的石子可填充在10~20mm石子之間的縫隙內,有助於提高混凝土磚的抗壓強度。
13.優選的,所述秸稈纖維的長度為3~10cm。
14.通過採用上述技術方案,將秸稈纖維的長度限定在3~10cm不等,長度適中,有助於秸稈纖維在混凝土中的混合均勻性,從而保證混凝土磚具有較高的抗壓強度。
15.由於玻璃纖維表面較為光滑,玻璃纖維與混凝土拌和物之間缺少有效拉結;秸稈纖維在受壓時容易拉脫、拔出,降低了秸稈纖維混凝土的抗壓強度;因此,兩種纖維在摻入混凝土拌和物之前均需經過改性處理,改善秸稈與水泥基體界面的黏結條件,消除對水泥基材料的緩凝和阻凝作用。
16.優選的,所述秸稈纖維採用如下方法進行改性:採用質量濃度為3.5%的naoh溶液浸泡處理,然後洗滌、風乾,再將秸稈纖維表面均勻浸塗矽酸鋰系處理劑,使得秸稈纖維的表面處於飽和面幹狀態。
17.通過採用上述技術方案,秸稈纖維採用質量濃度為3.5%的氫氧化鈉溶液處理,有助於去除表面蠟質層,溶解影響水泥凝結硬化的木質素、戊聚糖等成分;又因為秸稈纖維吸水性較好,加入到混凝土中會嚴重影響水灰比,因此在秸稈纖維表面均勻浸塗矽酸鋰系處理劑,矽酸鋰系處理劑粘附在秸稈纖維表面,有助於降低其吸水性,減小對混凝土水灰比的影響,並且矽酸鋰系處理劑處理後還可顯著提高混凝土磚的耐久性。
18.優選的,所述矽酸鋰系處理劑採用如下方法製備:(1)按照如下質量份稱量矽酸鋁鋰30~50份、矽酸鎂鋰70~100份和水100~150份;(2)將矽酸鎂鋰浸水溶脹,然後將矽酸鋁鋰均勻拌合在溶脹液中,製得矽酸鋰系處理劑。
19.通過採用上述技術方案,矽酸鋰系處理劑屬於無機水溶性表面處理劑,由於矽酸鎂鋰具有納米微晶結構,在水中可以分散形成溶脹液,具有較好的膠粘性,但是矽酸鎂鋰溶脹液易發生沉降,向矽酸鎂鋰溶脹液中添加矽酸鋁鋰,有助於保持溶脹液的均勻性,而且矽酸鎂鋰滲入秸稈纖維內部以及粘附在秸稈纖維表面,還有助於提高混凝土磚的耐久性。
20.優選的,所述玻璃纖維的長度為3~5mm,所述玻璃纖維用矽烷偶聯劑混合處理溶液進行改性,所述矽烷偶聯劑混合處理溶液按照如下方法進行配置:228ml乙醇,20ml蒸餾水,3ml乙酸,1.2mlkh550混合攪拌15分鐘,配製成溶液待用;取玻璃纖維浸泡於無水乙醇中10min,取出後放入到之前配置的矽烷偶聯劑混合處理溶液中3h,最後取出用水清洗乾淨,在80℃條件下烘乾5h。
21.通過採用上述技術方案,因為玻璃纖維的界面光滑,不容易與混凝土中的凝膠材料粘結,影響混凝土磚的抗壓強度,因此將玻璃纖維處理成3~5mm的小段,並用矽烷偶聯劑混合處理溶液進行處理,有助於提高玻璃纖維與混凝土之間的有效粘結;矽烷偶聯劑混合處理溶液採用kh550、乙醇、乙酸和水以一定的比例關係混合製備,在水的作用下,玻璃纖維表面會發生水解現象,矽烷偶聯劑對玻璃纖維表面進行修復,相比於單獨使用矽烷偶聯劑而言,摻有乙酸、乙醇的矽烷偶聯劑混合處理溶液,還有助於提高玻璃纖維與其餘組分的結合緊密性,通過試驗發現提高了混凝土磚的保溫性。
22.第二方面,本技術提供一種秸稈纖維複合混凝土磚的加工工藝,採用如下技術方案:
23.一種秸稈纖維複合混凝土磚的加工工藝,包括如下步驟:
24.(1)每立方米混凝土磚按照以下質量份進行稱料:水泥350~400份、粉煤灰35~40份、細砂600~800份、粗骨料1000~1200份、秸稈纖維50~60份、玻璃纖維0.2~0.3份和水150~180份;
25.(2)按以上配合比進行混凝土拌合物的攪拌,加料順序如下:先將細砂和粗骨料均勻混合,然後加入設計配比的1/3的用水量攪拌潤溼;邊攪拌邊加入水泥和粉煤灰,繼續攪拌均勻,再加設計配比1/3的用水量;最後添加秸稈纖維和玻璃纖維混合物,攪拌均勻,再加入剩餘的1/3用水量,攪拌均勻;拌和完成後的秸稈纖維複合混凝土以手捏成團、落地分散、振動擠壓後混凝土表面出水、成型的預製塊表面光潔為標準。
26.(3)將秸稈纖維複合混凝土放入模具中,振搗加壓成型,施加壓力不小於12kpa,成型後的帶模試件宜用溼布或塑料薄膜覆蓋,並在溫度20℃
±
5℃的室內靜置2d,然後拆模,再將拆模後的試件放入標準養護室中養護26d。
27.通過採用上述技術方案,使得各原料組分分散更加均勻,使製備的混凝土磚的抗壓強度更高。
28.綜上所述,本技術至少具有以下技術效果:
29.1、本技術向摻有秸稈纖維的混凝土拌和物中添加玻璃纖維,由於玻璃纖維單絲直徑僅為幾微米,質量輕,將玻璃纖維大量填充在摻有秸稈纖維的混凝土拌和物中,起到較好的填充作用,可使秸稈纖維與混凝土拌和物之間更加密實,顯著提高混凝土磚的抗壓強度;
30.2、本技術針對秸稈纖維、玻璃纖維進行改性處理,預先製備矽烷偶聯劑混合處理液和矽酸鋰系處理劑,利用矽烷偶聯劑混合處理液對玻璃纖維進行改性,有助於提高玻璃纖維與混凝土拌和物之間的有效拉結;利用氫氧化鈉溶液和矽酸鋰系處理劑對秸稈纖維進
行改性,有助於去除秸稈纖維表面蠟質層,同時在秸稈纖維的表面粘附大量矽酸鋰系處理劑,而且矽酸鋰系處理劑還能滲入秸稈纖維內部,有助於降低秸稈纖維的吸水性,同時顯著提高了混凝土磚的耐久性;
31.3、本技術的秸稈纖維複合混凝土磚配方中粉煤灰摻量按照質量百分比佔水泥摻量的10%,秸稈纖維摻量按照質量百分比佔水泥摻量的15%,玻璃纖維摻量按照體積百分比佔水泥的0.05%,選擇水灰比為0.45,砂率為39%,上述5種參數協同作用,所製備的混凝土磚的抗壓強度最優。
具體實施方式
32.以下結合實施例對本技術作進一步詳細說明。
33.實施例中所使用的原料均可通過市售獲得。
34.水泥:採用天鵝牌425水泥,水泥的相關參數如下:篩餘百分數1.0%,比表面積345m2/kg,初凝時間150分鐘,終凝時間210分鐘,28天平均抗折強度8mpa,平均抗壓強度46.2mpa。
35.細砂:採用本地的細砂,細砂的相關參數如下:細度模數為2.5,含泥量為3.3%,泥塊含量3.0%,表觀密度為2640kg/m3,含水率0.9%,鬆散堆積密度1340kg/m3,鬆散堆積空隙率50%,緊密堆積密度1540kg/m3,緊密堆積空隙率42%,飽和面幹吸水率0.64%,飽和面幹表觀密度2670kg/m3。
36.粗骨料:採用玄武巖碎石,碎石的相關參數如下:含泥量0.5%,含水率0.1%,表觀密度為2550kg/m3,鬆散堆積密度1350kg/m3,鬆散堆積空隙率47%,緊密堆積密度1480kg/m3,緊密堆積空隙率42%,飽和面幹吸水率1.7%。粗骨料包括質量比為3:7的粒徑為4~6mm和粒徑為10~20mm的兩種粒徑的石子混合配製而成。
37.秸稈纖維:採用玉米秸稈,去掉莖葉只保留主幹部分,經粉碎機處理成3~10cm不等的秸稈纖維。
38.玻璃纖維,優選長度為3~5mm不等的短切玻璃纖維。
39.實施例1~25:
40.如表1所示,實施例1~25的主要區別在於混凝土磚的配比不同。
41.一種秸稈纖維複合混凝土磚,採用如下方法製備:
42.(1)秸稈纖維通過粉碎機粉碎成長度為3~10cm不等的碎段,加入到質量濃度為3.5%的naoh溶液中浸泡24h,浸泡完成後溶液呈現深棕色。在配置naoh溶液時,加入的naoh固體應緩慢倒入,並且邊傾倒邊攪拌,防止naoh在水下發生結塊的現象。浸泡完成的秸稈應及時用清水洗滌2~3次,當洗滌液呈淡棕色或無色時洗滌完成。洗滌後的秸稈應該放在溫度為25℃乾燥條件下自然風乾,風乾時間約為12h;配置矽酸鋰系處理劑:按照如下質量份稱量矽酸鋁鋰30份、矽酸鎂鋰70份和水100份;將矽酸鎂鋰浸水溶脹,然後將矽酸鋁鋰均勻拌合在溶脹液中,製得矽酸鋰系處理劑。將已完成風乾的秸稈纖維浸泡在矽酸鋰系處理劑,使得秸稈纖維的表面處於飽和面幹狀態;
43.(2)玻璃纖維改性處理:用矽烷偶聯劑混合處理溶液進行改性,矽烷偶聯劑混合處理溶液按照如下方法進行配置:228ml乙醇,20ml蒸餾水,3ml乙酸,1.2ml矽烷偶聯劑kh550混合攪拌15min,配置矽烷偶聯劑混合處理溶液待用;取玻璃纖維浸泡於乙醇溶液中10min,
取出後放入到之前配置的矽烷偶聯劑混合處理溶液中3h,最後取出用水清洗乾淨,置於80℃烘乾箱內烘乾5h;
44.(3)採用強制式混凝土攪拌機,按表1所示的配比進行混凝土拌合物的攪拌,加料順序如下:先將細砂和粗骨料投放到攪拌機中,開動攪拌機30s,使細砂和粗骨料均勻混合;然後加入設計配比的1/3的用水量攪拌潤溼;邊攪拌邊加入水泥和粉煤灰,繼續攪拌30s,再加設計配比1/3的用水量;最後添加經改性的秸稈纖維和玻璃纖維混合物,攪拌1min;再加入剩餘的1/3用水量,攪拌均勻;拌和完成後的秸稈纖維複合混凝土以手捏成團、落地分散、振動擠壓後混凝土表面出水、成型的預製塊表面光潔為標準;
45.(4)秸稈纖維複合混凝土磚尺寸:長
×
寬
×
高=240mm
×
115mm
×
53mm的混凝土磚;
46.(5)按混凝土磚的外形尺寸製作相應的成型模具,將混凝土拌和物分兩次裝填到模具中,第一次裝填約80%,第二次完全填滿。每次裝填完畢後用搗棒均勻插搗10次,然後放置到振動臺上進行振實,振動過程中需始終施加不小於12kpa的壓力,振動時間不少於2min,經加壓振動的砌塊以模具底部出水、表面泛漿為宜。加壓振動完成後帶模在溫度25℃,相對溼度95%以上的養護室中養護2d拆模,繼續養護至28d,磚塊應放在鐵架上,彼此間1~2cm。
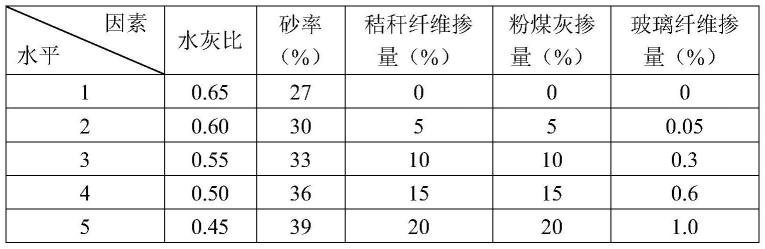
47.表1秸稈纖維複合混凝土磚的正交試驗因素水平
[0048][0049]
表2五因素五水平正交試驗設計表(spss法)
[0050][0051]
表3正交試驗28d抗壓強度極差分析結果
[0052][0053]
通過表1~表3可知,對正交試驗抗壓強度結果進行極差分析,得出影響砌塊抗壓強度的因素按主次排序依次為
①
秸稈纖維摻量、
②
水灰比、
③
砂率、
④
粉煤灰摻量和
⑤
玻璃纖維摻量,最優配合比為a5b5c4d3e2,其中秸稈纖維摻量5%~15%之間相差不大,但考慮成本,秸稈摻量越高成本越低,故秸稈摻量取15%。最優配合比確定為:水灰比0.45,砂率39%,粉煤灰摻量10%,玻璃纖維摻量0.05%(體積百分比),按此配合比重新製作試件進行
抗壓強度測試,抗壓強度達到最大值32.28mpa。
[0054]
實施例26:
[0055]
一種秸稈纖維複合混凝土磚,本實施例包含如下質量份的組分:水泥337.5份、粉煤灰37.5份、細砂704份、粗骨料1100份、秸稈纖維56.25份、玻璃纖維0.256份和水168.75份;製備方法同其餘實施例。
[0056]
實施例27:
[0057]
一種秸稈纖維複合混凝土磚,本實施例與實施例26的區別之處在於玻璃纖維的改性處理方法不同,將玻璃纖維浸泡在矽烷偶聯劑kh550中3h,取出用水清洗乾淨,在80℃條件下烘乾5h。
[0058]
對比例1:
[0059]
一種秸稈纖維複合混凝土磚,與實施例26相比區別在於缺少添加玻璃纖維,且秸稈纖維未做改性處理,其餘組分與製備方法與實施例26一致。
[0060]
對比例2:
[0061]
一種秸稈纖維複合混凝土磚,本實施例與實施例26的區別之處在於秸稈纖維單獨進行氫氧化鈉改性處理,未做矽酸鋰系處理劑改性處理。
[0062]
對比例3:
[0063]
一種秸稈纖維複合混凝土磚,與實施例26相比區別在於將秸稈纖維替換為玄武巖纖維,且未做改性處理。
[0064]
對比例4:
[0065]
一種秸稈纖維複合混凝土磚,與實施例26相比區別在於將秸稈纖維替換為木質素纖維,且未做改性處理。
[0066]
檢測性能:
[0067]
(1)抗壓強度:按照《gb/t 21144-2007混凝土實心磚》中第6.4條和附錄a的規定進行檢測。
[0068]
(2)耐久性:通過抗凍指標、碳化係數和軟化係數表徵,按照《gb/t4111-2013混凝土砌塊和磚試驗方法》中的第10、11、12條規定進行檢測。
[0069]
(3)含水率:參考規範《gb/t 11969-2008蒸壓加氣混凝土性能試驗方法》,按式計算:
[0070][0071]
式中:ws——含水率,單位為%;
[0072]
m0——試件烘乾後的質量,單位為g;
[0073]
m——試件烘乾前的質量,單位為g。
[0074]
(4)導熱係數:isomet2114可攜式傳熱分析儀,對檢測試樣進行導熱係數的測試。
[0075]
表4部分實施例與對比例的檢測結果示意表
[0076][0077][0078]
通過表4可知,實施例26製備的混凝土磚抗壓強度較高;質量損失大幅下降,碳化係數和軟化係數大幅提高,表明混凝土磚的耐久性增強;含水率、導熱係數降低,表明混凝土磚的防水性和保溫性更加優異。
[0079]
而實施例27的試樣,未配置矽烷偶聯劑處理混合溶液,直接用kh550取代矽烷偶聯劑處理混合溶液,混凝土磚的抗壓強度、耐久性與實施例26基本持平,但是導熱係數下降明顯,由此可知,玻璃纖維經矽烷偶聯劑處理混合溶液處理後,混凝土磚的保溫性明顯得到改善。
[0080]
根據對比例1的檢測結果可知,若未添加玻璃纖維且秸稈纖維未做任何改性,混凝土磚的抗壓強度下降明顯,相應的,耐久性、防水性和保溫性均有所下降;根據對比例2的試樣,當未採用矽酸鋰系處理劑進行改性時,混凝土磚的抗壓強度略有下降,質量損失大幅提高,碳化係數、軟化係數下降明顯,表明採用矽酸鋰系處理劑改性處理可以大幅提高混凝土磚的耐久性,對防水性和保溫性影響較小。
[0081]
根據對比例3的檢測結果可知,選用玄武巖纖維替代秸稈纖維後,混凝土磚的抗壓強度、抗凍性略有下降,但是保溫性下降明顯,因為玄武巖纖維本身質地堅硬、抗凍融性良好,由此可見,玄武巖纖維在混凝土中的摻混均勻性不佳;根據對比例4的檢測結果可知,選用木質素纖維替代秸稈纖維後,混凝土磚的抗壓強度、防水性和保溫性均下降明顯;由此可知,本技術中玄武巖纖維與木質素纖維均無法替代秸稈纖維。