一種真空玻璃尺寸測量裝置的製作方法
2024-04-15 13:08:05 3
1.本發明涉及真空玻璃生產設備技術領域,具體涉及一種真空玻璃尺寸測量裝置。
背景技術:
2.在真空玻璃自動化生產過程中,支撐物布放、封邊焊料的塗布、合片過程等工序都要用到玻璃片長寬尺寸。因此,玻璃片長寬尺寸的獲得是必不可少的環節。目前,真空玻璃自動化生產,是手工預先批量輸入或者現場單片輸入。現場單片尺寸輸入慢,影響生產效率;預先批量輸入需要現場匹配玻璃,容易出現錯亂,也影響生產效率。
技術實現要素:
3.針對現有真空玻璃自動化生產時需人工輸入玻璃片尺寸的技術問題;本發明提供了一種真空玻璃尺寸測量裝置,能夠自動測量玻璃片的尺寸,也能夠避免匹配玻璃片時錯亂,以提高生產效率。
4.本發明通過下述技術方案實現:
5.本發明提供了一種真空玻璃尺寸測量裝置,包括:
6.橫向傳輸組件,用於帶動玻璃片橫向移動;
7.橫向定位組件,位於所述橫向傳輸組件傳輸方向的末端,能夠橫向回推玻璃片;
8.橫向尺寸測量組件,位於所述橫向傳輸組件傳輸方向的一側,包括橫向測量頭和橫嚮導軌,所述橫向測量頭能夠沿所述橫嚮導軌長度方向往復移動;
9.縱向定位組件,位於所述橫向傳輸組件傳輸方向的一側,能夠縱向推送玻璃片;
10.縱向尺寸測量組件,位於所述橫向傳輸組件傳輸方向的末端,包括縱向測量頭和縱嚮導軌,所述縱向測量頭能夠沿所述縱嚮導軌長度方向往復移動。
11.本發明提供的真空玻璃尺寸測量裝置,通過橫向傳輸組件帶動玻璃片橫向移動,並在橫向傳輸組件傳輸方向的末端設置橫向定位組件,以在玻璃橫向移動後,通過橫向定位組件回推玻璃片使玻璃片前端沿停在固定位置,進而矯正玻璃片,同時,在橫向傳輸組件傳輸方向的一側設置有縱向定位組件,再通過縱向定位組件縱向推動玻璃片使得玻璃片橫向下邊沿停在固定位置,以形成對玻璃片進行基準定位。此時,通過橫向測量頭沿橫嚮導軌移動對玻璃片的橫向尺寸進行測量,通過縱向測量頭沿縱嚮導軌移動對玻璃片的縱向尺寸進行測量,從而自動獲取玻璃片的長寬尺寸,不需要人工進行輸入,也不需要預先輸入。
12.因此,本發明提供的真空玻璃尺寸測量裝置,能夠自動測量玻璃片的尺寸,也能夠避免匹配玻璃片時錯亂,以提高生產效率。
13.在一可選的實施方式中,所述橫向定位組件包括:
14.橫向直線驅動器,一端與基架鉸接;
15.橫向搖杆,下端與所述橫向直線驅動器的另一端鉸接,中部與所述基架鉸接;
16.橫向定位部,與所述橫向搖杆的上端相連,且能夠在所述橫向傳輸組件的傳輸方向往復移動。
17.以通過橫向直線驅動器的伸長,驅動橫向定位部向橫向傳輸組件移動,從而回推玻璃片,便於將橫向直線驅動器安裝在橫向傳輸組件下方,避免橫向定位組件與橫向傳輸組件產生幹涉。
18.在一可選的實施方式中,所述橫嚮導軌適配有橫向齒條,所述橫向測量頭安裝在橫向電機組件上,所述橫向電機組件傳動連接有橫向驅動齒輪,所述橫向驅動齒輪與所述橫向齒條嚙合,以通過齒輪齒條的配合驅動橫向測量頭橫向移動。
19.在一可選的實施方式中,所述縱向定位組件包括:
20.絲槓滑塊機構,包括縱向滑塊;
21.縱向定位部,通過支杆固定在所述縱向滑塊上;
22.縱向驅動電機,與所述絲槓滑塊機構的絲槓傳動連接,以驅動所述絲槓沿自身軸線旋轉。
23.以通過縱向驅動電機的旋轉,驅動縱向滑塊沿絲槓長度方向移動,從而縱向頂推玻璃片以便於精準的調節玻璃片的縱向位置。
24.在一可選的實施方式中,所述縱嚮導軌適配有縱向齒條,所述縱向測量頭安裝在縱向電機組件上,所述縱向電機組件傳動連接有縱向驅動齒輪,所述縱向驅動齒輪與所述縱向齒條嚙合,以通過齒輪齒條的配合驅動縱向測量頭縱向移動。
25.在一可選的實施方式中,還包括膜玻璃檢測組件,能夠檢測出位於所述橫向傳輸組件上的玻璃片是否為鍍膜玻璃,以自動判斷位於橫向傳輸組件的上的玻璃片是白玻璃(上片)還是膜玻璃(low-e膜玻璃/下片)。
26.在一可選的實施方式中,還包括縱向傳輸組件,所述縱向傳輸組件位於所述橫向傳輸組件傳輸方向的一側,且在所述膜玻璃檢測組件檢測出位於所述橫向傳輸組件上的玻璃片為膜玻璃時,能夠縱向輸送膜玻璃,以通過縱向傳輸組件將膜玻璃縱向輸送、通過橫向傳輸組件橫向傳輸白玻璃,從而自動將白玻璃和膜玻璃分開,並輸入至相應的加工工位。
27.在一可選的實施方式中,還包括升降架,所述橫向傳輸組件安裝於所述升降架上,且在所述膜玻璃檢測組件檢測出位於所述橫向傳輸組件上的玻璃片為膜玻璃時,所述升降架帶動所述橫向傳輸組件下降至低於所述縱向傳輸組件的高度,以在縱向輸送組件動作時,斷開橫向傳輸組件與玻璃片之間接觸,避免橫向傳輸組件對玻璃片的縱向傳輸造成幹涉。
28.在一可選的實施方式中,所述升降架包括:
29.架體,所述架體各角部均與基架對應的各角部豎向滑動連接,所述橫向傳輸組件安裝於所述架體上;
30.升降連杆,設置有兩根,且兩根所述升降連杆分設於所述架體長度方向的兩端,各所述升降連杆上端與所述架體鉸接,各所述升降連杆中部與所述基架鉸接;
31.傳動連杆,兩端與對應的所述升降連杆的下端鉸接;
32.升降直線驅動器,一端與所述基架鉸接,另一端與所述傳動連杆鉸接,且能夠驅動所述傳動連杆沿自身長度方向移動。
33.以通過直線驅動器的伸長,驅動升降連杆上端下移,從而下降架體,能夠確保橫向傳輸組件下移的穩定性。
34.在一可選的實施方式中,所述橫向傳輸組件為傳輸皮帶,所述縱向傳輸組件為多
個間隔設置的傳輸滾輪。即,通過傳輸皮帶帶動玻璃片橫向移動,通過傳輸滾輪帶動玻璃片縱向移動,而便於緊湊布置橫向傳輸組件和縱向傳輸組件,不僅能夠避免橫向傳輸組件與縱向傳輸組件相互幹涉,而且能夠縮小裝置的體積。
35.本發明與現有技術相比,具有如下的優點和有益效果
36.本發明提供的真空玻璃尺寸測量裝置,通過橫向傳輸組件帶動玻璃片橫向移動,並在橫向傳輸組件傳輸方向的末端設置橫向定位組件,以在玻璃橫向移動後,通過橫向定位組件回推玻璃片使玻璃片前端沿停在固定位置,進而矯正玻璃片,同時,在橫向傳輸組件傳輸方向的一側設置有縱向定位組件,再通過縱向定位組件縱向推動玻璃片使得玻璃片橫向下邊沿停在固定位置,以對玻璃片進行基準定位,然後,通過橫向測量頭沿橫嚮導軌移動對玻璃片的橫向尺寸進行測量,通過縱向測量頭沿縱嚮導軌移動對玻璃片的縱向尺寸進行測量,從而自動獲取玻璃片的長寬尺寸,不需要人工進行輸入,也不需要預先輸入,且能夠避免匹配玻璃片時錯亂,以提高生產效率。
附圖說明
37.為了更清楚地說明本技術實施例的技術方案,下面將對實施例中所需要使用的附圖作簡單地介紹,應當理解,以下附圖僅示出了本技術的某些實施例,因此不應被看作是對範圍的限定,對於本領域普通技術人員來講,在不付出創造性勞動的前提下,還可以根據這些附圖獲得其他相關的附圖。
38.在附圖中:
39.圖1為本發明實施例真空玻璃尺寸測量裝置的功能流程示意圖;
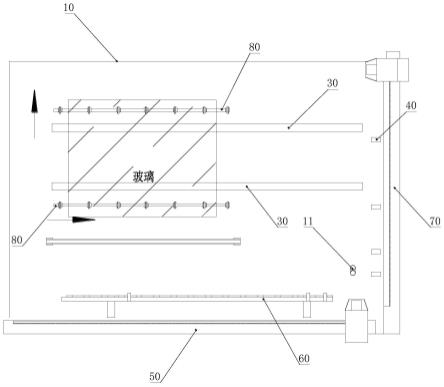
40.圖2為本發明實施例真空玻璃尺寸測量裝置一橫剖面結構示意圖;
41.圖3為本發明實施例真空玻璃尺寸測量裝置橫向測量組件的結構示意圖;
42.圖4為本發明實施例真空玻璃尺寸測量裝置一縱切面的結構示意圖;
43.圖5為本發明實施例真空玻璃尺寸測量裝置另一橫剖面的結構示意圖。
44.附圖中標記及對應的零部件名稱:
45.10-基架,11-膜玻璃檢測組件;
46.20-升降架,21-架體,22-升降連杆,23-傳動連杆,24-升降直線驅動器;
47.30-橫向傳輸組件;
48.40-橫向定位組件,41-橫向直線驅動器,42-橫向搖杆,43-橫向定位部;
49.50-橫向尺寸測量組件,51-橫向測量頭,52-橫嚮導軌,53-橫向齒條,54-橫向電機組件,55-橫向驅動齒輪;
50.60-縱向定位組件,61-絲槓滑塊機構,62-縱向滑塊,63-縱向定位部,64-縱向驅動電機;
51.70-縱向尺寸測量組件,71-縱向測量頭,72-縱嚮導軌,73-縱向齒條,74-縱向電機組件,75-縱向驅動齒輪,;
52.80-縱向傳輸組件。
具體實施方式
53.為使本技術實施例的目的、技術方案和優點更加清楚,下面將結合本技術實施例
中的附圖,對本技術實施例中的技術方案進行清楚、完整地描述,顯然,所描述的實施例是本技術一部分實施例,而不是全部的實施例。
54.應注意到:相似的標號和字母在下面的附圖中表示類似項,因此,一旦某一項在一個附圖中被定義,則在隨後的附圖中不需要對其進行進一步定義和解釋。
55.在本技術實施例的描述中,術語「中心」、「上」、「下」、「左」、「右」、「豎向」、「縱向」、「側向」、「水平」、「內」、「外」、「前」、「後」、「頂」、「底」等指示的方位或位置關係為基於附圖所示的方位或位置關係,或者是該申請產品使用時慣常擺放的方位或位置關係,或者是本領域技術人員慣常理解的方位或位置關係,僅是為了便於描述本技術和簡化描述,而不是指示或暗示所指的設備或元件必須具有特定的方位、以特定的方位構造和操作,因此不能理解為對本技術的限制。
56.實施例1
57.結合圖1,本實施例提供了一種真空玻璃尺寸測量裝置,包括:
58.橫向傳輸組件30,用於帶動玻璃片橫向移動;
59.橫向定位組件40,位於所述橫向傳輸組件30傳輸方向的末端,能夠橫向回推玻璃片;
60.橫向尺寸測量組件50,位於所述橫向傳輸組件30傳輸方向的一側,包括橫向測量頭51和橫嚮導軌52,所述橫向測量頭51能夠沿所述橫嚮導軌52長度方向往復移動;
61.縱向定位組件60,位於所述橫向傳輸組件30傳輸方向的一側,能夠縱向推送玻璃片;
62.縱向尺寸測量組件70,位於所述橫向傳輸組件30傳輸方向的末端,包括縱向測量頭71和縱嚮導軌72,所述縱向測量頭71能夠沿所述縱嚮導軌72長度方向往復移動。
63.可以理解的是,真空玻璃尺寸測量裝置通常包括基架10,以便於按照相應的功能,將各組將按照相應的位置關係組裝置在一起。也就是說,橫向傳輸組件30、橫向定位組件40、橫向尺寸測量組件50、縱向定位組件60和縱向尺寸測量組件70均安裝在基架10上。為便於調節基架10的高度和平面度,採用地腳螺栓組件支撐基架10。
64.對於橫向傳輸組件30,可以是滾輪/滾筒傳輸組件、帶式傳輸組件等,為確保橫向傳輸組件30與玻璃片有足夠的接觸面積,在本實施例中,採用傳輸皮帶作為橫向傳輸組件30。相應的,傳輸皮帶通過皮帶支架組件固定在基架10上(直接固定或間接固定均可),而皮帶驅動電機則通過動力皮帶和皮帶輪驅動傳輸皮帶,實現玻璃片橫向的傳輸。通常,根據被加工玻璃尺寸的大小,可以布置多條傳輸皮帶。
65.結合圖2具體來說,所述橫向定位組件40包括:
66.橫向直線驅動器41,一端與基架10鉸接;
67.橫向搖杆42,下端與所述橫向直線驅動器41的另一端鉸接,中部與所述基架10鉸接;
68.橫向定位部43,與所述橫向搖杆42的上端相連,且能夠在所述橫向傳輸組件30的傳輸方向往復移動。
69.更具體的,橫向直線驅動器41安裝在基架10內,對於橫向直線驅動器41,可以是電推桿、氣壓杆等直線驅動器,在本實施例中,所述橫向直線驅動器41為氣壓缸。對應的,橫向直線驅動器41的活塞杆通過一根短軸與橫向搖杆42下端鉸接接,而橫向搖杆42包括通搖杆
轉軸固定連接的下曲臂和上曲臂,橫向直線驅動器41的活塞杆動作,將通過下曲臂驅動搖杆轉軸轉動,相繼推動與搖杆轉軸相連的上曲臂動作,以此推動與上曲臂相連接的橫向定位部43往回推動玻璃,矯正玻璃,使玻璃片前端沿停在固定位置(x向定位)。
70.通常,搖杆轉軸通過軸承及軸承座組件固定在基架10的外側面上。同時,根據加工玻璃尺寸,可設置多個縱向定位部63及相應的驅動機構。
71.也就是說,通過橫向直線驅動器41的伸長,驅動橫向定位部43向橫向傳輸組件30移動,從而回推玻璃片,便於將橫向直線驅動器41安裝在橫向傳輸組件30下方,避免橫向定位組件40與橫向傳輸組件30產生幹涉。
72.結合圖3,所述橫嚮導軌52適配有橫向齒條53,所述橫向測量頭51安裝在橫向電機組件54上,所述橫向電機組件54傳動連接有橫向驅動齒輪55,所述橫向驅動齒輪55與所述橫向齒條53嚙合,以通過齒輪齒條的配合驅動橫向測量頭51橫向移動。對於橫向測量頭51,通常為光纖檢檢測頭,通過齒輪齒條的配合驅動橫向測量頭51做橫向移動,而光纖檢測頭檢測玻璃邊緣後,自動計算出玻璃的長度(x向尺寸)。
73.結合圖4,所述縱向定位組件60包括:
74.絲槓滑塊機構61,包括縱向滑塊62;
75.縱向定位部63,通過支杆固定在所述縱向滑塊62上;
76.縱向驅動電機64,與所述絲槓滑塊機構61的絲槓傳動連接,以驅動所述絲槓沿自身軸線旋轉。
77.在本實施例中,縱向驅動電機64固定在基架10上,通過皮帶及皮帶輪、絲杆螺母組件驅動縱向滑塊62移動,從而推動與縱向滑塊62相連接的縱向定位部63,使縱向定位部63推動並矯正玻璃,實現玻璃的橫向(y向)定位。
78.即,以通過縱向驅動電機64的旋轉,驅動縱向滑塊62沿絲槓長度方向移動,從而縱向頂推玻璃片以便於精準的調節玻璃片的縱向位置。
79.結合圖5,所述縱嚮導軌72適配有縱向齒條73,所述縱向測量頭71安裝在縱向電機組件74上,所述縱向電機組件74傳動連接有縱向驅動齒輪75,所述縱向驅動齒輪75與所述縱向齒條73嚙合,以通過齒輪齒條的配合驅動縱向測量頭71縱向移動。
80.對於縱向測量頭71,通常為光纖檢檢測頭,通過齒輪齒條的配合驅動縱向測量頭71做縱向移動,而光纖檢測頭檢測玻璃邊緣後,自動計算出玻璃的寬度(y向尺寸)。
81.本實施例提供的真空玻璃尺寸測量裝置,在使用時,玻璃片進入後,通過橫向傳輸組件30帶動玻璃片橫向移動,到達平臺前端指定位置停止(由傳感器檢測確定),通過橫向定位組件40回推玻璃片使玻璃片前端沿停在固定位置(x向定位),進而矯正玻璃片,再通過縱向定位組件60縱向推動玻璃片使得玻璃片橫向下邊沿停在固定位置(y向定位),以對玻璃片進行基準定位。
82.此時,通過橫向測量頭51沿橫嚮導軌52移動對玻璃片的橫向尺寸進行測量,通過縱向測量頭71沿縱嚮導軌72移動對玻璃片的縱向尺寸進行測量,從而自動獲取玻璃片的長寬尺寸,不需要人工進行輸入,也不需要預先輸入。
83.需要說明的是,橫向測量頭51和縱向測量頭71測量完成後,將相應的數據存儲至存儲器或控制器中,如將數據存入plc寄存器中。為了避免兩測量頭發生碰撞,測量移動時總是順向移動,即:縱向檢測頭往下移動時,橫向測頭必定往左移動;(如測量下一片玻璃
時)橫向檢測頭往右移動時,縱向檢測頭必定往上移動。
84.因此,本實施例提供的真空玻璃尺寸測量裝置,能夠自動測量玻璃片的尺寸,也能夠避免匹配玻璃片時錯亂,以提高生產效率。
85.實施例2
86.結合圖1,本實施例提供了一種真空玻璃尺寸測量裝置,基於實施例1所記載的結構和原理,還包括膜玻璃檢測組件11,能夠檢測出位於所述橫向傳輸組件30上的玻璃片是否為膜玻璃,以自動判斷位於橫向傳輸組件30的上的玻璃片是白玻璃(上片)還是鍍膜玻璃(low-e膜玻璃/下片)。
87.可以知曉的是,所述膜玻璃檢測組件11通常固定在機架的橫梁上,用於檢測玻璃low-e膜,可採用接觸式或非接觸式low-e膜檢測頭。本實施例例中採用非接觸式low-e膜檢測頭。
88.繼續結合圖1,為便於分別傳送白玻璃和膜玻璃,本實施例,還包括縱向傳輸組件80,所述縱向傳輸組件80位於所述橫向傳輸組件30傳輸方向的一側,且在所述膜玻璃檢測組件11檢測出位於所述橫向傳輸組件30上的玻璃片為膜玻璃時,能夠縱向輸送膜玻璃,以通過縱向傳輸組件80將膜玻璃縱向輸送、通過橫向傳輸組件30橫向傳輸白玻璃,從而自動將白玻璃和膜玻璃分開,並輸入至相應的加工工位。
89.在本實施例中,所述縱向傳輸組件80為多個間隔設置的傳輸滾輪。即,通過傳輸皮帶帶動玻璃片橫向移動,通過傳輸滾輪帶動玻璃片縱向移動,而便於緊湊布置橫向傳輸組件30和縱向傳輸組件80,不僅能夠避免橫向傳輸組件30與縱向傳輸組件80相互幹涉,而且能夠縮小裝置的體積。
90.具體的,傳輸滾輪通過滾輪軸和滾輪支架組件設置在基架10的上面。滾輪驅動電機通過動力皮帶、傳動齒輪軸組件驅動傳輸滾輪,實現玻璃縱向(向上)傳輸功能。而根據加工玻璃尺寸的大小,可以在基架10上布置多組傳輸滾輪。
91.結合圖5,為避免橫向傳輸組件30和縱向傳輸組件80產生幹涉,本實施例,還包括升降架20,所述橫向傳輸組件30安裝於所述升降架20上,且在所述膜玻璃檢測組件11檢測出位於所述橫向傳輸組件30上的玻璃片為膜玻璃時,所述升降架20帶動所述橫向傳輸組件30下降至低於所述縱向傳輸組件80的高度,以在縱向輸送組件動作時,斷開橫向傳輸組件30與玻璃片之間接觸,從而避免橫向傳輸組件30對玻璃片的縱向傳輸造成幹涉。
92.具體而言,所述升降架20包括:
93.架體21,所述架體21各角部均與基架10對應的各角部豎向滑動連接,所述橫向傳輸組件30安裝於所述架體21上;
94.升降連杆22,設置有兩根,且兩根所述升降連杆22分設於所述架體21長度方向的兩端,各所述升降連杆22上端與所述架體21鉸接,各所述升降連杆22中部與所述基架10鉸接;
95.傳動連杆23,兩端與對應的所述升降連杆22的下端鉸接;
96.升降直線驅動器24,一端與所述基架10鉸接,另一端與所述傳動連杆23鉸接,且能夠驅動所述傳動連杆23沿自身長度方向移動。
97.通常,在基架10的上方設置架體21,架體21四個角下面通過直線導軌及滑套組件固定在基架10內側,架體21可以沿直線導軌及滑套組件作上下移動。以通過直線驅動器的
伸長,驅動升降連杆22上端下移,從而下降架體21,能夠確保橫向傳輸組件30下移的穩定性。
98.本實施例工作時,在進行玻璃尺寸測量的同時,膜玻璃檢測組件11觸發,對玻璃基片啟動檢測是否有low-e膜,並進行標記。比如:將無low-e膜記作(上片),有low-e膜記作(下片),存入plc指定寄存器中。
99.對於白玻璃基片(上片),則通過橫向傳輸組件30將其繼續往前傳送,送入布粉平臺進行相應工藝處理,此時,縱向傳輸組件80頂面低於橫向傳輸組件30的頂面,即縱向傳輸組件80不與玻璃片接觸。
100.對於有low-e膜玻璃基片(下片),由升降架20帶動橫向傳輸組件30往下降,使橫向傳輸組件30上端低於縱向傳輸組件80上沿,此時玻璃片將被傳輸滾輪支撐,傳輸皮帶不能接觸玻璃。然後,傳輸滾輪啟動傳送,玻璃片縱向傳輸(視圖中:往上傳輸),以將玻璃送入支撐物布放工位進行相應工藝處理。
101.當第二片玻璃進行如上過程處理之後,將對兩片玻璃基片的測量數據進行比對。比對內容是:
102.1、兩片玻璃同是白玻(無low-e膜)或同是膜玻(有low-e膜),將標記為錯誤;
103.2、兩片玻璃縱向(y向)尺寸超出規定範圍,標記為錯誤;
104.3、兩片玻璃的橫向(x向)尺寸超出規定範圍,標記為錯誤。
105.以上3項比對中任一項出現錯誤,則該兩片玻璃基片不能配對製作成真空玻璃,同時將信息傳遞給下遊工序,指示其不作粉料布放、支撐物布放、粉料烘乾、合片操作等工藝作業,直接將該兩片玻璃基片傳送出去,並啟動聲光報警。
106.若,以上3項參數比對中沒有錯誤出現,則該兩片玻璃基片配對正確,可製作成真空玻璃,指示完成下遊工序:粉料布放、支撐物布放、粉料烘乾、合片操作等工藝作業,從而完成真空玻璃生產。
107.完成以上兩片玻璃基片的操作,則完成一個循環周期。不停重複該周期,可進行連續的真空玻璃自動化生產。
108.因此,本實施例提供的真空玻璃尺寸測量裝置自動化程度高,轉運效率更快,且能夠實現玻璃基片的自動傳輸、定位、low-e膜檢測、長寬尺寸的測量、特性比對、上下片的自動分流的操作。
109.以上所述的具體實施方式,對本發明的目的、技術方案和有益效果進行了進一步詳細說明,所應理解的是,以上所述僅為本發明的具體實施方式而已,並不用於限定本發明的保護範圍,凡在本發明的精神和原則之內,所做的任何修改、等同替換、改進等,均應包含在本發明的保護範圍之內。