基於全弧形小方坯連鑄機二冷室扇形段校弧裝置及其應用的製作方法
2024-04-13 23:39:05 2
1.本發明屬於冶金校弧技術領域,具體涉及一種基於全弧形小方坯連鑄機二冷室扇形段的校弧裝置及其應用。
背景技術:
2.現目前,全弧形小方坯連鑄機是通過校弧樣板送入扇形段校弧,因校弧樣板的弧形一般在45
°
以內,而整個扇形段弧形一般為90
°
;因此校弧樣板一般從結晶器上口放入,慢慢送進扇形段,將弧形樣板尾部留至結晶器下口處;扇形段的支承輥和噴淋管在根據樣板的弧形進行調整。扇形段上半部弧形調整好後,再將弧形樣板送入下半部,樣板下端剛好送入拉矯機前輥內;這時再根據樣板弧形調整支承輥和噴淋管。如此整個流的二冷室校弧工作完成。
3.這樣的校弧具有以下缺點,一是弧形樣板的基準點每次只有一個,第一次校弧基準點在結晶器下口,第二次校弧基準點在拉矯機前輥,校弧精度不高;二是校弧速度慢,每次每流校弧時長基本上達到8小時以上。
4.此外,檢索到專利「cn2017107726770」,該發明方案一個方面只是提供一種小方坯連鑄方法,解決其技術問題的技術方案為小方坯連鑄機二冷室末端採用大角度、大水量的水冷噴嘴,所述水冷噴嘴的噴射角為75
°
至85
°
;所述水冷噴嘴的標態水量為40升/分鐘至50升/分鐘;其中,小方坯連鑄機的規格範圍為r6米弧形130
×
130mm至r10米弧形150
×
150mm;另一方面是提供一種上述方法所使用的小方坯連鑄機,所述小方坯連鑄機二冷室末端所使用的水冷噴嘴的噴射角為75
°
至85
°
;所述水冷噴嘴的標態水量為40升/分鐘至50升/分鐘。上述專利並未涉及公開一種全弧形小方坯連鑄機二冷室扇形段精準、高效的校弧方法,也就是說,並未解決本方案所提出的技術問題缺陷。
5.因此,針對上述校弧精度不高以及校弧速度慢的技術問題缺陷,急需設計和開發一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置及其應用方法。
技術實現要素:
6.為克服上述現有技術存在的不足及困難,本發明之目的在於提供一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置及其應用。
7.本發明的第一目的在於提供一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置。
8.本發明的第二目的在於提供一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置的應用方法。
9.本發明的第一目的是這樣實現的:所述裝置包括支承導向機構和噴淋機構;所述裝置設置有配合所述支承導向機構和所述噴淋機構使用的第一弧形校弧樣板,以及與所述第一弧形校弧樣板可拆卸連接的第二弧形校弧樣板。
10.本發明的第二目的是這樣實現的:所述方法包括如下步驟:
將第一弧形校弧樣板與第二弧形校弧樣板切合面貼合,並將第二切面內側的第一凸起、第二凸起、第三凸起,依次扣入第一切面內側的第一凹陷孔、第二凹陷孔、第三凹陷孔;分別用第一定位銷釘穿過第一定位穿孔、第三定位穿孔,用第二定位銷釘穿過第二定位穿孔、第四定位穿孔固定連接第一弧形校弧樣板和第二弧形校弧樣板;將連接好的第一弧形校弧樣板與第二弧形校弧樣板從結晶器放入,弧形校弧樣板端頭送至拉矯機前輥內,弧形校弧樣板尾部留至結晶器口下方,使得整個弧形校弧樣板上下分別形成兩個基準點;通過兩個基準點,結合第一弧形校弧樣板與第二弧形校弧樣板形成的整體,實時進行弧形校準。
11.本發明方案通過一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置,所述裝置包括支承導向機構和噴淋機構;所述裝置設置有配合所述支承導向機構和所述噴淋機構使用的第一弧形校弧樣板,以及與所述第一弧形校弧樣板可拆卸連接的第二弧形校弧樣板,以及所述裝置的應用方法,所述方法包括如下步驟:將第一弧形校弧樣板與第二弧形校弧樣板切合面貼合,並將第二切面內側的第一凸起、第二凸起、第三凸起,依次扣入第一切面內側的第一凹陷孔、第二凹陷孔、第三凹陷孔;分別用第一定位銷釘穿過第一定位穿孔、第三定位穿孔,用第二定位銷釘穿過第二定位穿孔、第四定位穿孔固定連接第一弧形校弧樣板和第二弧形校弧樣板;將連接好的第一弧形校弧樣板與第二弧形校弧樣板從結晶器放入,弧形校弧樣板端頭送至拉矯機前輥內,弧形校弧樣板尾部留至結晶器口下方,使得整個弧形校弧樣板上下分別形成兩個基準點;通過兩個基準點,結合第一弧形校弧樣板與第二弧形校弧樣板形成的整體,實時進行弧形校準。保證了弧形的高精度要求;同時提高了校弧速度,而且在改造後,降低了連鑄機漏鋼次數。
附圖說明
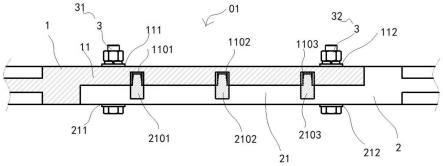
12.圖1為本發明基於全弧形小方坯連鑄機二冷室扇形段校弧裝置之整體結構示意圖;圖2為本發明基於全弧形小方坯連鑄機二冷室扇形段校弧裝置之第一弧形與第二弧形校弧樣板連接結構示意圖;圖3為本發明基於全弧形小方坯連鑄機二冷室扇形段校弧裝置應用方法流程示意圖;圖中:01-弧形校弧樣板; 1-第一弧形校弧樣板;11-第一切面;111-第一定位穿孔;112-第二定位穿孔;1101-第一凹陷孔;1102-第二凹陷孔1103-第三凹陷孔;2-第二弧形校弧樣板;21-第二切面;211-第三定位穿孔;212-第四定位穿孔;2101-第一凸起;2102-第二凸起;2103-第三凸起;3-定位銷釘;31-第一定位銷釘;32-第二定位銷釘;4-結晶器下口;5-支承輥;6-噴淋管;7-拉矯機前輥。
具體實施方式
13.下面結合附圖對本發明作進一步的說明,但不以任何方式對本發明加以限制,基於本發明教導所作的任何變換或替換,均屬於本發明的保護範圍。
14.如附圖1-3所示,本發明方案,提供一種基於全弧形小方坯連鑄機二冷室扇形段的校弧裝置及其應用。
15.其中,提供的一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置,所述裝置包括支承導向機構和噴淋機構;所述裝置設置有配合所述支承導向機構和所述噴淋機構使用的第一弧形校弧樣板1,以及與所述第一弧形校弧樣板1可拆卸連接的第一弧形校弧樣板2。
16.所述第一弧形校弧樣板1與所述第一弧形校弧樣板2為互為切合面且為榫卯結構方式連接。
17.所述切合面為7字形切合面。所述第一弧形校弧樣板1的一端設置有第一切面11,另一端連接所述裝置的結晶器下口4處;所述第一弧形校弧樣板2的一端設置有第二切面21,另一端連接至拉矯機前輥7處。
18.所述第一切面11分別設置有第一定位穿孔111和第二定位穿孔112;所述第二切面21分別設置有第三定位穿孔211和第四定位穿孔212。
19.所述第一定位穿孔111和所述第三定位穿孔211通過第一定位銷釘31固定連接;所述第二定位穿孔112和所述第四定位穿孔212通過第二定位銷釘32固定連接。
20.所述第一切面11內側分別設置有第一凹陷孔1101、第二凹陷孔1102、第三凹陷孔1103;所述第二切面21內側分別設置有第一凸起2101、第二凸起2102、第三凸起2103。
21.所述第一切面11與所述第二切面21切合時,所述第一凸起2101扣入所述第一凹陷孔1101中;所述第二凸起2102扣入所述第二凹陷孔1102中;所述第三凸起2103扣入所述第三凹陷孔1103中。
22.為實現本發明方案目的,還提供一種基於全弧形小方坯連鑄機二冷室扇形段校弧裝置的應用方法,所述方法包括如下步驟:s1、將第一弧形校弧樣板1與第一弧形校弧樣板2切合面貼合,並將第二切面21內側的第一凸起2101、第二凸起2102、第三凸起2103,依次扣入第一切面11內側的第一凹陷孔1101、第二凹陷孔1102、第三凹陷孔1103;s2、分別用第一定位銷釘31穿過第一定位穿孔111、第三定位穿孔211,用第二定位銷釘32穿過第二定位穿孔112、第四定位穿孔212固定連接第一弧形校弧樣板1和第一弧形校弧樣板2;s3、將連接好的第一弧形校弧樣板1與第一弧形校弧樣板2從結晶器放入,弧形校弧樣板端頭送至拉矯機前輥7內,弧形校弧樣板尾部留至結晶器口下方,使得整個弧形校弧樣板上下分別形成兩個基準點;s4、通過兩個基準點,結合第一弧形校弧樣板1與第一弧形校弧樣板2形成的整體,實時進行弧形校準。
23.具體地,在本發明方案的具體實施例中,全弧形小方坯連鑄機二冷室扇形段主要由支承導向裝置和噴淋系統組成。高溫鋼水通過結晶器的一次冷卻後,形成弧形的鑄坯,此時鑄坯內部還是液體,需要二冷室進行二次冷卻。其中,二冷室扇形段弧形的精度,是保障鑄坯不鼓肚、不產生裂紋、不彎曲變形,避免發生漏鋼事故的關鍵設備指標。因此,二冷室扇形段定期就需要安排校弧,保障弧形精度。
24.本發明創造的目的是這樣實現的,一般全弧形小方坯連鑄機弧形半徑在7米以上,弧形樣板在45
°
左右,整個弧長就11米左右。半徑為9米的弧形樣板弧長為14米以上(製作整根90
°
的樣板太長,無法保證其剛度、弧形,容易變形失效)。本發明首先製作兩根首尾連結的校弧樣板,連接處設置定位銷釘和定位孔,保證兩根樣板連接後弧形精準,在將連接好的樣板從結晶器放入,樣板端頭送至拉矯機前輥7內,樣板尾部留至結晶器口下方,這樣整個弧形樣板就有兩個基準點,保證了弧形的高精度要求;同時校弧速度提高一倍,基本達到了4小時以上。改造後,降低了連鑄機漏鋼次數;其次提高了校弧速度,較佳地,速度可提高一倍,由原來的8小時左右達到了4小時以上。
25.也就是說,組合式弧形樣板,從結晶器進入扇形段;樣板端頭進入拉矯機前輥7,後頭留在結晶器下口4處。這樣整個弧形板就有兩個基準點,弧形精度高。樣板擺放到位後,就可以調整支承輥5和噴淋管6的弧形,達到精準、高效的校弧目的。