簡化工藝的車輛主體結構的製作方法
2024-04-16 04:13:05 3
1.本實用新型涉及一種車架,具體是簡化工藝的車輛主體結構。
背景技術:
2.目前再用的車架零部件較多,裝配工時長步驟多,影響生產效率的同時,因為部件較多,所以造成焊接點過多,也會在嚴重影響車架強度和穩定性的同時,造成焊接產生變形。
技術實現要素:
3.針對上述現有技術存在的問題,本實用新型提供簡化工藝的車輛主體結構,可以減少車架部件,有效減少工序和焊點,可以有效地提高車架穩定性和強度並且減少因焊接產生的變形。
4.為了實現上述目的,本實用新型通過以下技術方案實現:簡化工藝的車輛主體結構,包括車架總成、一體衝壓電器盒、一體衝壓前擋風板、一體衝壓裝飾蓋、一體衝壓腳踏板、座桶前圍板和座桶側板,所述的車架總成採用一體雙s彎梁作為主體梁同時通過多個立柱連接載重框架,並在駕駛位處固定安裝座板框架,車架總成在前軸臂處橫向布置一體衝壓前擋風板,一體衝壓前擋風板前部通過螺絲固定安裝一體衝壓裝飾蓋,一體衝壓前擋風板下部後側的車架總成底部固定安裝一體衝壓腳踏板,車架總成的座桶框架前部通過螺絲固定安裝座桶前圍板,車架總成的座桶框架兩邊通過螺絲分別安裝座桶側板,車架總成貨鬥下部設有焊接安裝的一體衝壓電器盒,通過優化部件外形並大量應用衝壓工藝,有效減少部件數量,從而從根本上減少了因為焊點過多而造成的車架不穩定和變形,從而通過部件之間的剛性有效提升了強度。
5.為了提升車架前部強度,所述的車架總成前部焊接安裝前置u型保險槓。
6.為了減低生產成本,所述的一體衝壓腳踏板採用衝壓製作。
7.為了確保在成本得到有效控制的同時,不降低部件本身的強度,所述的一體衝壓腳踏板衝壓時一併衝壓出加強筋。
8.所述的一體衝壓電器盒採用的0.8mm的q235a平板一體衝壓成型,使工件強度好,比相關的原來很多電器件單獨的固定件,更加好管理,裝配位置集中便於維修及更換,減少了很多品種固定件,減少焊接,減少下料成本及焊接成本,增加裝配效率。
9.藉由上述方案,本實用新型至少具有以下優點:與常規車架相比,通過優化部件外形並大量應用衝壓工藝,有效減少部件數量,從而從根本上減少了因為焊點過多而造成的車架不穩定和變形,從而通過部件之間的剛性有效提升了強度,可以減少車架部件,有效減少工序和焊點,可以有效地提高車架穩定性和強度並且減少因焊接產生的變形。
附圖說明
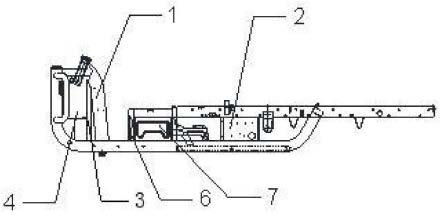
10.圖1是簡化工藝的車輛主體結構的側視示意圖;
11.圖2是圖1的俯視示意圖;
12.圖3是簡化工藝的車輛主體結構的一體衝壓裝飾蓋的立體圖;
13.圖中:1、車架總成,2、一體衝壓電器盒,3、一體衝壓前擋風板,4、一體衝壓裝飾蓋,5、一體衝壓腳踏板,6、座桶前圍板,7、座桶側板。
具體實施方式
14.下面結合附圖對本實用新型作進一步說明。
15.如圖1至圖3所示,本簡化工藝的車輛主體結構,包括車架總成1、一體衝壓電器盒2、一體衝壓前擋風板3、一體衝壓裝飾蓋4、一體衝壓腳踏板5、座桶前圍板6和座桶側板7,所述的車架總成1採用一體雙s彎梁作為主體梁同時通過多個立柱連接載重框架,並在駕駛位處固定安裝座板框架,車架總成1在前軸臂處橫向布置一體衝壓前擋風板3,一體衝壓前擋風板3前部通過螺絲固定安裝一體衝壓裝飾蓋4,一體衝壓前擋風板3下部後側的車架總成1底部固定安裝一體衝壓腳踏板5,車架總成1的座桶框架前部通過螺絲固定安裝座桶前圍板6,車架總成1的座桶框架兩邊通過螺絲分別安裝座桶側板7,車架總成1貨鬥下部設有焊接安裝的一體衝壓電器盒2,通過優化部件外形並大量應用衝壓工藝,有效減少部件數量,從而從根本上減少了因為焊點過多而造成的車架不穩定和變形,從而通過部件之間的剛性有效提升了強度。
16.為了提升車架前部強度,所述的車架總成1前部焊接安裝前置u型保險槓。
17.為了減低生產成本,所述的一體衝壓腳踏板5採用衝壓製作。
18.為了確保在成本得到有效控制的同時,不降低部件本身的強度,所述的一體衝壓腳踏板5衝壓時一併衝壓出加強筋。
19.所述的一體衝壓電器盒2採用的0.8mm的q235a平板一體衝壓成型,使工件強度好,比相關的原來很多電器件單獨的固定件,更加好管理,裝配位置集中便於維修及更換,減少了很多品種固定件,減少焊接,減少下料成本及焊接成本,增加裝配效率。
20.使用時將簡化工藝的車輛主體結構安裝,設備即可根據需要安裝附屬部件。
21.有益效果:通過優化部件外形並大量應用衝壓工藝,有效減少部件數量,從而從根本上減少了因為焊點過多而造成的車架不穩定和變形,從而通過部件之間的剛性有效提升了強度,可以減少車架部件,有效減少工序和焊點,可以有效地提高車架穩定性和強度並且減少因焊接產生的變形。
技術特徵:
1.簡化工藝的車輛主體結構,包括車架總成(1)、座桶前圍板(6)和座桶側板(7),其特徵在於,所述的車架總成(1)採用一體雙s彎梁作為主體梁同時通過多個立柱連接載重框架,並在駕駛位處固定安裝座板框架,車架總成(1)在前軸臂處橫向布置一體衝壓前擋風板(3),一體衝壓前擋風板(3)前部通過螺絲固定安裝一體衝壓裝飾蓋(4),一體衝壓前擋風板(3)下部後側的車架總成(1)底部固定安裝一體衝壓腳踏板(5),車架總成(1)的座桶框架前部通過螺絲固定安裝座桶前圍板(6),車架總成(1)的座桶框架兩邊通過螺絲分別安裝座桶側板(7),車架總成(1)貨鬥下部設有焊接安裝的一體衝壓電器盒(2)。2.根據權利要求1所述的簡化工藝的車輛主體結構,其特徵在於,所述的車架總成(1)前部焊接安裝前置u型保險槓。3.根據權利要求1所述的簡化工藝的車輛主體結構,其特徵在於,所述的一體衝壓腳踏板(5)採用衝壓製作。4.根據權利要求3所述的簡化工藝的車輛主體結構,其特徵在於,所述的一體衝壓腳踏板(5)衝壓時一併衝壓出加強筋。5.根據權利要求1所述的簡化工藝的車輛主體結構,其特徵在於,所述的一體衝壓電器盒(2)採用的0.8mm的q235a平板一體衝壓成型。
技術總結
本實用新型涉及簡化工藝的車輛主體結構,包括車架總成(1)、座桶前圍板(6)和座桶側板(7),所述的車架總成(1)採用一體雙S彎梁作為主體梁同時通過多個立柱連接載重框架,並在駕駛位處固定安裝座板框架,車架總成(1)在前軸臂處橫向布置一體衝壓前擋風板(3),一體衝壓前擋風板(3)前部通過螺絲固定安裝一體衝壓裝飾蓋(4),一體衝壓前擋風板(3)下部後側的車架總成(1)底部固定安裝一體衝壓腳踏板(5),車架總成(1)的座桶框架前部通過螺絲固定安裝座桶前圍板(6),可以減少車架部件,有效減少工序和焊點,可以有效地提高車架穩定性和強度並且減少因焊接產生的變形。少因焊接產生的變形。少因焊接產生的變形。
技術研發人員:郭宋強 王慎林 縱友
受保護的技術使用者:江蘇宗申車業有限公司
技術研發日:2022.03.14
技術公布日:2023/3/28