一種多層複合包裝膜雙面噴碼工藝的製作方法
2024-04-15 14:16:05 4
1.本發明涉及複合膜生產技術領域,具體為一種多層複合包裝膜雙面噴碼工藝。
背景技術:
2.目前市場上物聯網運用的掃碼兌獎、防竄銷、防偽等功能都需要用到雙面賦碼技術,以前賦碼的內容僅單一存在於包裝外或包裝內,賦碼在包裝內對於生產掃碼、流轉掃碼等都帶來了不小的挑戰,但如果賦碼在包裝外,又極易被竄貨人員破壞而造成竄貨信息無法查詢,而對於促銷兌獎等運用又必須在包裝內,以獲取產品所有權後破壞產品包裝而獲得。物流管控、促銷、防偽等功能往往客戶都同時需要,為了既滿足生產的便利也為了功能實現而不被破壞,就出現了包裝內外同時賦關聯碼的需求;
3.包裝外的碼用於生產、物流倉儲流程中掃碼識別,碼在包裝外,掃碼變得可實現且容易。關聯的包裝內碼,在不被拆除或打開的情況下很難破壞,也不會被惡意掃讀。這樣既滿足了批量生產、儲運的要求,也滿足了防破壞的功能,既使外碼的流轉過程中被破壞,也能過關聯的內碼查到被賦予的相關信息。
4.然而由於複合包裝袋多層結構及印刷工藝,食品安全等問題,袋內碼與袋外碼不能一次性完成,要在多道工藝中完成,印刷過程中先裡印袋外碼,再經過複合中間層,複合後的包裝再打與外碼預關聯的內碼,這個過程因為控制不當極易出現內外碼錯位而造成產品報廢率上升。
技術實現要素:
5.為了克服現有技術中的缺陷,本發明的目的在於提供一種多層複合包裝膜雙面噴碼工藝,以解決上述背景技術中提出的問題。
6.為實現上述目的,本發明提供一種多層複合包裝膜雙面噴碼工藝,包括以下步驟:
7.s1、先將成卷的複合膜放置在位於右側的卷膜架上並拉膜釋放;
8.s2、然後將兩個噴碼機分別安裝在噴碼架左右端上方;
9.s3、再將拉出的複合膜從分膜架上層的若干橫嚮導向輥交叉繞過直至分膜輥處;
10.s4、此時將分開外層膜和內層膜,並將內層膜繞至若干縱嚮導向輥而返回至位於右側的噴碼輥上,再與外層膜合併於合膜輥下方;
11.s5、接著繞過噴碼架中部內的若干橫嚮導向輥,直至繞過位於左側的噴碼輥上,再繞至位於左側的卷膜架上進行卷膜;
12.s6、在複合膜分膜過程中,啟動兩個噴碼機和安裝於位於左側的噴碼機上的時間繼電器,進而對繞過位於右側的噴碼輥上的內層膜先噴碼,直至此噴碼的內層膜與外層膜合併後被拉至位於左側的噴碼輥上時,在外層膜上對應內層膜噴碼同位置處後噴碼;
13.上述雙面噴碼結構包括分布於左右兩側的卷膜架和位於中部的噴碼架,所述噴碼架的上方靠右處設置有分膜裝置,所述分膜裝置包括呈m型對稱設置的分膜架、一對分膜架頂部橫杆之間嵌設的若干橫嚮導向輥、一對分膜架豎杆之間嵌設的若干縱嚮導向輥以及嵌
設於噴碼架中部上方的分膜輥,所述分膜輥的下方設置有可上下偏轉的擺動輥,所述噴碼架的頂部之間且靠近左右端均對稱嵌設有一對噴碼輥,其中位於右側的噴碼輥下方嵌設有一對合膜輥,位於左側的噴碼機通電電路中安裝有時間繼電器,所述噴碼架的上方且位於每對噴碼輥正上方懸置有噴碼機。
14.作為本技術方案的進一步改進,所述卷膜架包括卷膜輥、與卷膜輥兩端套接的撐板以及撐板外側安裝的電機,所述電機的輸出軸與卷膜輥同軸連接。
15.作為本技術方案的進一步改進,所述噴碼架的中部且位於兩對噴碼輥之間嵌設有若干橫嚮導向輥,此處的若干橫嚮導向輥的高度位置從左至右呈降低分布。
16.作為本技術方案的進一步改進,每對所述噴碼輥的中心軸連線呈水平設置,兩個所述合膜輥的間距大於一對噴碼輥的間距,所述擺動輥的兩端套接有直板且直板左端與噴碼架內壁通過銷釘轉動連接,此直板的右端鉸接有電動缸,且電動缸的缸筒下端與噴碼架的內部轉動連接。
17.作為本技術方案的進一步改進,所述噴碼架的左端底部處設置有對複合膜邊料修切的修邊裝置,所述修邊裝置包括嵌設於噴碼架之間的修邊輥、懸置於修邊輥兩端外側的一對修邊刀、用於帶動修邊刀擺動的調刀杆、位於修邊刀外側的引料盒和用於收卷複合膜邊料的卷料機構。
18.作為本技術方案的進一步改進,所述卷料機構包括呈前後橫向設置的雙頭電機、與雙頭電機兩端輸出軸套接的捲筒以及與引料盒對接的輸送帶,所述輸送帶的一端安裝有電動馬達,所述引料盒內部嵌設有若干撥輥,所述引料盒的外側安裝有用於驅動若干撥輥同步旋轉的伺服電機,所述捲筒的徑向內插接有撥塊。
19.作為本技術方案的進一步改進,還包括以下步驟:
20.s7、將從位於左側的噴碼輥繞下的複合膜繞至修邊輥的朝外側,並繞至位於左側的卷膜架上;
21.s8、旋轉調刀杆帶動一對修邊刀下擺靠近修邊輥外側面而隨著複合膜被收卷牽拉即可切掉複合膜的邊料;
22.s9、啟動伺服電機驅動若干撥輥旋轉將落入引料盒內的邊料向卷料機構上撥動;
23.s10、再同時啟動電動馬達和雙頭電機,電動馬達驅動輸送帶運動而託引從引料盒內撥出的邊料至捲筒下方,進而被撥塊牽掛而旋轉的捲筒卷繞收納。
24.作為本技術方案的進一步改進,所述修邊輥的兩端處外側開設有與修邊刀卡接的切邊槽,一對修邊刀頂部內卡接有託刀軸,所述託刀軸的兩端嵌設於噴碼架內壁中,所述託刀軸的中部緊密套接有蝸輪,所述調刀杆的下端緊密套接有與蝸輪嚙合的蝸杆,所述調刀杆的上段套接有與噴碼架頂部焊接的吊杆。
25.作為本技術方案的進一步改進,若干所述撥輥的中心軸一端均套接有帶輪,若干帶輪的外側嚙合有齒槽帶,所述伺服電機與其中一個撥輥同軸連接,所述輸送帶的兩側均設置有引料條,一對引料條的下端設有引料板,所述引料板與引料盒底面焊接。
26.作為本技術方案的進一步改進,所述捲筒的正下方設置有壓輥,所述壓輥的兩端套接有u型架且u型架的底軸與引料條的上端套接並可旋轉,所述雙頭電機的輸出軸兩端套設有支撐罩,所述壓輥的u型架底軸中部套接有插杆,所述插杆的底端貫穿支撐罩底部,所述雙頭電機的輸出軸端部螺紋連接有旋蓋。
27.與現有技術相比,本發明的有益效果:
28.1、該多層複合包裝膜雙面噴碼工藝中,通過設置的噴碼架和分膜裝置,利用分膜輥將複合膜分成內外膜,內層膜則先繞過右側的噴碼輥上被噴碼機先噴碼,再繞至合膜輥與外層膜合併成複合膜,而繞過左側的噴碼輥上被噴碼,並通過將右側的噴碼機上安裝的ocr工業相機與左側的噴碼機選用了同一個觸發源,在左側的噴碼機上加了時間繼電器以延時設置,使得內外層噴碼位置對應不錯位,最大程度保障了生產的順暢性,減少錯位導致的反覆停機問題。
29.2、該多層複合包裝膜雙面噴碼工藝中,通過設置的修邊裝置對噴碼後的複合膜進行邊料修切,同時設置了卷料機構,利用引料盒接住邊料的頭部,啟動撥輥旋轉將邊料撥向捲筒下方,啟動雙頭電機驅動捲筒收卷邊料,使得收卷邊料自動進行,保證工作環境整潔。
附圖說明
30.在此描述的附圖僅用於解釋目的,而不意圖以任何方式來限制本發明公開的範圍。另外,圖中的各部件的形狀和比例尺寸等僅為示意性的,用於幫助對本發明的理解,並不是具體限定本發明各部件的形狀和比例尺寸。本領域的技術人員在本發明的教導下,可以根據具體情況選擇各種可能的形狀和比例尺寸來實施本發明。
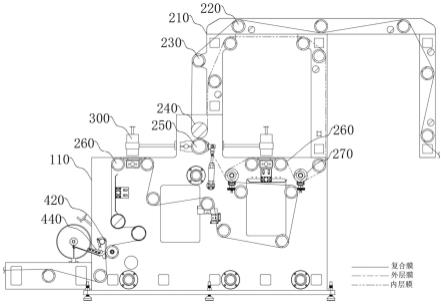
31.圖1為本發明的整體結構平面圖;
32.圖2為本發明的分膜裝置和噴碼機裝配結構平面圖;
33.圖3為本發明的修邊裝置結構平面圖;
34.圖4為本發明的修邊裝置裝配結構示意圖;
35.圖5為本發明的修邊裝置俯視圖;
36.圖6為本發明的修邊輥和修邊刀裝配結構示意圖;
37.圖7為本發明的修邊刀結構示意圖;
38.圖8為本發明的卷料機構局部裝配結構示意圖;
39.圖9為本發明的引料盒裝配結構示意圖;
40.圖10為本發明的支撐罩裝配結構示意圖;
41.圖11為本發明的捲筒拆分圖;
42.圖12為本發明的引料條裝配拆分圖;
43.圖13為本發明的引料盒拆分圖;
44.圖14為本發明的輸送帶裝配結構示意圖。
45.圖中各個標號意義為:
46.100、卷膜架;110、噴碼架;
47.200、分膜裝置;210、分膜架;220、橫嚮導向輥;230、縱嚮導向輥;240、分膜輥;250、擺動輥;260、噴碼輥;270、合膜輥;
48.300、噴碼機;
49.400、修邊裝置;410、修邊輥;411、切邊槽;420、修邊刀;421、卡槽;422、卡條;430、調刀杆;431、蝸杆;432、蝸輪;433、託刀軸;434、吊杆;440、引料盒;441、撥輥;442、伺服電機;443、齒槽帶;444、帶輪;
50.450、卷料機構;451、雙頭電機;4511、支撐罩;4512、通孔;452、捲筒;4521、插槽;
453、輸送帶;454、引料條;4541、引料板;455、壓輥;4551、插杆;456、旋蓋;457、撥塊;4571、彈簧;458、電動馬達。
具體實施方式
51.結合附圖和本發明具體實施方式的描述,能夠更加清楚地了解本發明的細節。但是,在此描述的本發明的具體實施方式,僅用於解釋本發明的目的,而不能以任何方式理解成是對本發明的限制。在本發明的教導下,技術人員可以構想基於本發明的任意可能的變形,這些都應被視為屬於本發明的範圍。術語「安裝」、「連接」應做廣義理解,可以是直接相連,也可以通過中間媒介間接相連。
52.本文所使用的術語「中心軸」、「豎向」、「水平」、「前」、「後」、「上」、「下」、「左」、「右」、「頂」、「底」、「內」、「外」等指示的方位或位置關係為基於附圖所示的方位或位置關係,僅是為了便於描述本發明和簡化描述,而不是指示或暗示所指的設備或元件必須具有特定的方位、以特定的方位構造和操作,因此不能理解為對本發明的限制。此外,在本發明的描述中,「若干」的含義是兩個或兩個以上,除非另有明確具體的限定。
53.請參閱圖1-圖14所示,本發明提供一種多層複合包裝膜雙面噴碼工藝,包括以下步驟:
54.s1、先將成卷的複合膜放置在位於右側的卷膜架100上並拉膜釋放;
55.s2、然後將兩個噴碼機300分別安裝在噴碼架110左右端上方;
56.s3、再將拉出的複合膜從分膜架210上層的若干橫嚮導向輥220交叉繞過直至分膜輥240處;
57.s4、此時將分開外層膜和內層膜,並將內層膜繞至若干縱嚮導向輥230而返回至位於右側的噴碼輥260上,再與外層膜合併於合膜輥270下方;
58.s5、接著繞過噴碼架110中部內的若干橫嚮導向輥220,直至繞過位於左側的噴碼輥260上,再繞至位於左側的卷膜架100上進行卷膜;
59.s6、在複合膜分膜過程中,啟動兩個噴碼機300和安裝於位於左側的噴碼機300上的時間繼電器,進而對繞過位於右側的噴碼輥260上的內層膜先噴碼,直至此噴碼的內層膜與外層膜合併後被拉至位於左側的噴碼輥260上時,在外層膜上對應內層膜噴碼同位置處後噴碼;
60.在右側的噴碼機上加裝ocr工業相機,識別包裝袋外碼,數據上傳至法赫施雙面關聯賦碼軟體,賦碼軟體檢索事先導入的關聯數據包,找到對應的內碼後,通過socket通訊向右側的噴碼機發送內碼數據,噴碼機收到觸發信號後完成內碼噴印。為了解決ocr與左側的噴碼機電眼觸發信號誤觸而發生的內外碼錯位問題,ocr與左側的噴碼機選用了同一個觸發源,在左側的噴碼機上加了時間繼電器以延時設置,這樣就可以完美解決相機與噴碼同步的問題,解決了各種原因導致的電眼誤觸發或未觸發而造成ocr與左側的噴碼機工作的不同步問題。最大程度保障了生產的順暢性。同時在賦碼設備後段加裝正反面同檢ocr,同時拍取正反面數據進行資料庫校驗,避免大批量錯位造成的報廢損失,並且為後段分切檢品提供錯誤數據支持。
61.具體的,上述雙面噴碼結構包括分布於左右兩側的卷膜架100和位於中部的噴碼架110,噴碼架110的上方靠右處設置有分膜裝置200,分膜裝置200包括呈m型對稱設置的分
膜架210、一對分膜架210頂部橫杆之間嵌設的若干橫嚮導向輥220、一對分膜架210豎杆之間嵌設的若干縱嚮導向輥230以及嵌設於噴碼架110中部上方的分膜輥240;
62.分膜輥240的下方設置有可上下偏轉的擺動輥250,用於靠近或遠離分膜輥240,以便繞膜和導膜順利轉換;噴碼架110的頂部之間且靠近左右端均對稱嵌設有一對噴碼輥260,其中位於右側的噴碼輥260下方嵌設有一對合膜輥270,位於左側的噴碼機300通電電路中安裝有時間繼電器,解決右側噴碼機300上安裝的ocr相機對左側的噴碼機電眼觸發信號延時設置,這樣就可以完美解決相機與噴碼同步的問題;
63.噴碼架110的上方且位於每對噴碼輥260正上方懸置有噴碼機300,用於對經過一對噴碼輥260上的膜面噴碼,位於右側的一對噴碼輥260頂面之間通過內層膜,而另一對噴碼輥260的頂面之間通過複合膜,從而進行先分膜對內層膜噴碼,再合膜對外側膜噴碼。
64.進一步的,卷膜架100包括卷膜輥、與卷膜輥兩端套接的撐板以及撐板外側安裝的電機,電機的輸出軸與卷膜輥同軸連接。
65.進一步的,噴碼架110的中部且位於兩對噴碼輥260之間嵌設有若干橫嚮導向輥220,此處的若干橫嚮導向輥220的高度位置從左至右呈降低分布。
66.具體的,每對噴碼輥260的中心軸連線呈水平設置,兩個合膜輥270的間距大於一對噴碼輥260的間距,以便合膜順利;
67.擺動輥250的兩端套接有直板且直板左端與噴碼架110內壁通過銷釘轉動連接,此直板的右端鉸接有電動缸,且電動缸的缸筒下端與噴碼架110的內部轉動連接,啟動電動缸驅動其活塞杆伸縮而頂著擺動輥250上下擺動,從而與分膜輥240靠近和遠離。
68.除此之外,噴碼架110的左端底部處設置有對複合膜邊料修切的修邊裝置400,修邊裝置400包括嵌設於噴碼架110之間的修邊輥410、懸置於修邊輥410兩端外側的一對修邊刀420、用於帶動修邊刀420擺動的調刀杆430、位於修邊刀420外側的引料盒440和用於收卷複合膜邊料的卷料機構450;
69.卷料機構450包括呈前後橫向設置的雙頭電機451、與雙頭電機451兩端輸出軸套接的捲筒452以及與引料盒440對接的輸送帶453,輸送帶453的一端安裝有電動馬達458,引料盒440內部嵌設有若干撥輥441,引料盒440的外側安裝有用於驅動若干撥輥441同步旋轉的伺服電機442,捲筒452的徑向內插接有撥塊457,撥塊457的頂部呈鋸齒狀,利於牽掛從輸送帶453上輸送的邊料,使得收卷邊料自動進行,保證工作環境整潔。
70.進一步的,捲筒452的徑向外側對稱開設有與撥塊457插接的插槽4521,所述撥塊457的窄邊側面為矩形空腔結構且其底部插接有銷釘,銷釘貫穿捲筒452軸向兩端,避免撥塊457滑脫;
71.其中銷釘的頂面上嵌設有若干彈簧4571,隨著邊料的收卷而將撥塊457壓入插槽4521內,待邊料收卷積滿後,先剪斷,然後用膠帶粘接斷口,再從雙頭電機451的輸出軸上取下捲筒452,接著將捲筒452從成卷的邊料中敲出即可。
72.值得說明的是,還包括以下步驟:
73.s7、將從位於左側的噴碼輥260繞下的複合膜繞至修邊輥410的朝外側,並繞至位於左側的卷膜架100上;
74.s8、旋轉調刀杆430帶動一對修邊刀420下擺靠近修邊輥410外側面而隨著複合膜被收卷牽拉即可切掉複合膜的邊料;
75.s9、啟動伺服電機442驅動若干撥輥441旋轉將落入引料盒440內的邊料向卷料機構450上撥動;
76.s10、再同時啟動電動馬達458和雙頭電機451,電動馬達458驅動輸送帶453運動而託引從引料盒440內撥出的邊料至捲筒452下方,進而被撥塊457牽掛而旋轉的捲筒452卷繞收納。
77.具體的,修邊輥410的兩端處外側開設有與修邊刀420卡接的切邊槽411,利用修邊刀420刀刃與切邊槽411內側形成剪切效果而順利切掉複合膜的邊料;
78.一對修邊刀420頂部內卡接有託刀軸433,託刀軸433的兩端嵌設於噴碼架110內壁中,使得託刀軸433穩定帶著修邊刀420擺動;託刀軸433的中部緊密套接有蝸輪432,調刀杆430的下端緊密套接有與蝸輪432嚙合的蝸杆431,調刀杆430的上段套接有與噴碼架110頂部焊接的吊杆434,其中,調刀杆430的頂部緊密套接有圓環且圓環位於吊杆434底部軸套的上方,形成限位結構,保證調刀杆430位置穩定。
79.進一步的,修邊刀420的頂部開設有呈u型的卡槽421,卡槽421的開口端頂部鉸接有卡條422,卡條422的另一端與修邊刀420刀身側邊通過螺栓固定連接,其中卡條422的內側粘接有矽膠墊,用於壓緊託刀軸433而使修邊刀420定位。
80.具體的,若干撥輥441的中心軸一端均套接有帶輪444,若干帶輪444的外側嚙合有齒槽帶443,伺服電機442與其中一個撥輥441同軸連接,輸送帶453的兩側均設置有引料條454,輸送帶453兩端的圓軸嵌設於引料條454之間,一對引料條454的下端設有引料板4541,引料板4541與引料盒440底面焊接。
81.值得說明的是,捲筒452的正下方設置有壓輥455,壓輥455的兩端套接有u型架且u型架的底軸與引料條454的上端套接並可旋轉,雙頭電機451的輸出軸兩端套設有支撐罩4511,壓輥455的u型架底軸中部套接有插杆4551,插杆4551的底端貫穿支撐罩4511底部,雙頭電機451的輸出軸端部螺紋連接有旋蓋456,用於限位捲筒452;
82.其中引料條454和引料板4541採用彈簧鋼製成板條狀一體結構,使得引料條454具有彎曲反彈力,從而彈壓著壓輥455靠近捲筒下方,而擠壓邊料外側,避免其擴散。
83.此外,支撐罩4511呈一端開口筒狀,且其另一端封閉中心孔處套接有軸承,軸承與雙頭電機451輸出軸套接,引料盒440的上端嵌設於支撐罩4511的側面內,使得引料盒440下端穩定懸置與修邊刀420外側的下方,以此接觸下落的邊料的頭端,進而被旋轉的撥輥441撥動向上牽引;
84.支撐罩4511的底部與噴碼架110左側的平臺通過螺栓固定連接,用於支撐雙頭電機451穩定帶動捲筒452旋轉卷料;支撐罩4511的底部開設有與插杆4551插接的通孔4512,起到導向作用,保證壓輥455位於捲筒452下方壓著邊料的外側,起到引導收卷和避免切斷邊料時擴散的作用。
85.需要說明的是,上述實施方式只為說明本發明的技術構思及特點,其目的在於讓熟悉此項技術的人士能夠了解本發明的內容並據以實施,並不能以此限制本發明的保護範圍。凡根據本發明精神實質所作的等效變化或修飾,都應涵蓋在本發明的保護範圍之內。