一種H型扁平翅片管自動化裝焊設備及方法
2024-04-16 07:12:05 2
一種h型扁平翅片管自動化裝焊設備及方法
技術領域
1.本發明屬於高效換熱器裝置技術領域,具體涉及一種h型扁平翅片管自動化裝焊設備及方法。
背景技術:
2.換熱器是化工、能源、空分等過程工業中熱為系統和製冷設備的關鍵設備之一,目前換熱器正朝著專業化、高效率方向演變,縮減換熱器所佔用的空間和節約生產成本極其重要,因此強化傳熱技術對換熱器意義重大。高能效翅片管應用在換熱器中,能夠起到強化傳熱的效果,大多數翅片管制造時需要採用焊接的方式將翅片與基管連接。
3.現有專利1:ru2228241c1「連接鋼管與鋁翅片的方法」,該專利提出,首先在鋼管表面或者鋁翅片表面製備一層鋁鋅合金(鋁含量0.5%~20%),然後室溫下在鋼管和鋁翅片的接觸面塗氟鋁酸銫釺劑,之後裝配鋼管與鋁翅片並置於爐中釺焊,釺焊溫度為370℃~470℃,最後室溫下冷卻。
4.該方法的缺點是操作比較複雜,且在後續釺焊過程中很難確保鋼管與翅片之間的釺透率。而且在釺焊過程中需要維持較高溫度,這增加了製造成本。
5.現有技術2:de19547133a1「一種使用感應加熱焊接螺旋翅片管的方法」,該專利用於螺旋金屬翅片管焊接製造,例如,在不鏽鋼管周圍纏繞相同材料的螺旋帶,進行焊接。焊接時使用脈衝直流電,電流通過圓形基管與螺旋帶的接觸區域。在圓形基管內部有可換鐵氧體磁芯,該鐵氧體磁芯可將脈衝直流電流集中在管子和螺旋帶材的接觸區域。當功率為 50~100 kw,頻率為200~500 khz,脈衝電壓5~15 v時,可獲得良好的焊接效果。
6.該方法缺點是只適用在圓形基管上焊接螺旋翅片,無法實現在橢圓管上焊接翅片。這是因為在橢圓管旋轉時,焊接電極無法對其進行定位、焊接。同時,由於需要從管道中撤出鐵氧體磁芯,使得設備結構十分複雜。
7.針對上述技術問題,故需要進行改進。
技術實現要素:
8.本發明是為了克服上述現有技術中的缺陷,提供一種結構簡單合理,設計巧妙的一種h型扁平翅片管自動化裝焊設備及方法;用於製造具有更高換熱效率的換熱器元件。帶翅片管的換熱器可用於能源、建築、化工和食品行業等。所提出的方法可用於生產由鋼、鋁等合金製成的扁橢圓翅片管。
9.為了達到以上目的,本發明所採用的技術方案是:一種h型扁平翅片管自動化裝焊設備,包括支架,布設於支架上的帶材盤、扁平基管傳送及固定裝置、電阻焊設備、翅片陰模和陰模驅動裝置;所述扁平基管傳送及固定裝置包括依次布設的裝載輥道、壓力輥、驅動輥和卸載輥道;其中,壓力輥上連接有壓力輥驅動裝置;支架上安裝有驅動輥驅動裝置,驅動輥與驅動輥驅動裝置之間通過傳動機構連接;所述電阻焊設備包括焊頭、電極驅動裝置和焊接變壓器;所述焊頭上設置有電阻焊電極,焊接變壓器固設於支架上,焊接變壓器連接電
極驅動裝置,電極驅動裝置驅動焊頭移動。
10.一種h型扁平翅片管自動化裝焊設備的方法,具體步驟如下:步驟1:先將扁平基管輸送到裝載輥道上,然後通過壓力輥驅動裝置驅動壓力輥將扁平基管固定;步驟2:將兩卷翅片帶材裝載到兩個帶材盤上,通過導向器分別引導至扁平基管兩側裝配位置;步驟3:藉助陰模驅動裝置,將翅片陰模運動至扁平基管兩側焊接區;步驟4:藉助電極驅動裝置,將帶有電阻焊電極的焊頭移動到扁平基管兩側,將翅片帶材壓入翅片陰模中,形成所需的翅片形狀並與扁平基管接觸;步驟5:電阻焊設備通電,電阻焊電極在頂鍛力作用下將翅片帶材與扁平基管焊接;步驟6:完成電阻焊後,電極驅動裝置驅動焊頭回撤至原始位置,藉助陰模驅動裝置將翅片陰模沿翅片帶材壓型折邊方向移動,從焊接區移出;步驟7:驅動輥在驅動輥驅動裝置的作用下將焊好一對翅片帶材的扁平基管向前移動一個翅片的間距t;步驟8:重複步驟1~7的操作,在自動模式下完成翅片帶材的反覆成形、焊接,獲得所需長度的成品h型扁平翅片管;步驟9:將成品h型扁平翅片管從卸載輥道上卸下,完成製造。
11.作為本發明的一種優選方案,所述陰模驅動裝置、電極驅動裝置和壓力輥驅動裝置均為氣動氣缸。
12.作為本發明的一種優選方案,所述驅動輥驅動裝置為電機驅動。
13.作為本發明的一種優選方案,所述電阻焊電極由銅或青銅製成,其工作接觸面積為10~100mm2。
14.作為本發明的一種優選方案,所述步驟4中,設置與電阻焊電極成對放置的衝頭,用於翅片帶材的預壓制,衝頭材料選用低摩擦係數材料,預壓制後將初步變形的翅片帶材輸送到焊接區域,並由電阻焊電極將翅片帶材壓入陰模中,形成所需的翅片形狀。
15.作為本發明的一種優選方案,所述步驟5中,電阻焊電極在頂鍛力作用下將翅片帶材與扁平基管焊接時,焊接電流為2000~20000a,電壓為5~20v;優選電壓為7v。
16.作為本發明的一種優選方案,所述步驟5中,電阻焊電極在頂鍛力作用下將翅片帶材與扁平基管焊接時,頂鍛力為500~5000n。
17.作為本發明的一種優選方案,所述翅片帶材與扁平基管的材料為碳鋼、不鏽鋼或鋁合金。
18.作為本發明的一種優選方案,所述翅片帶材的寬度為50~200mm,厚度為0.1~2mm。
19.作為本發明的一種優選方案,所述扁平基管的壁厚為1~5mm。
20.本發明的有益效果是:1.本發明結構簡單,h型扁平翅片管自動化裝焊設備,能夠實現扁平橢圓翅片管的自動上料、自動成型、自動焊接,自動化程度高、效率高;2.採用本發明的h型扁平翅片管自動化裝焊設備及方法,翅片帶材無需加工成單
個翅片,節省了工序,節約了成本;3.本發明與對比技術1的釺焊方法相比,本發明提出的電阻焊方法,無需預置釺料和釺劑,節約了工序,節約了成本,此外,電阻焊方法與釺焊方法相比無需長時間維持高溫,更加節能,且提高了工藝穩定性;4.本發明提出的h型扁平翅片管自動化裝焊方法,翅片由整體帶材壓制到基管表面並電阻焊接,增大了翅片與基管的接觸焊接面積,提高了傳熱效率;5.針對厚度較大(1~2mm)的翅片帶材,本發明所提出的設備還可配置與電阻焊電極成對放置的衝頭,用於翅片帶材的預壓制,衝頭材料選用低摩擦係數材料,如尼龍6,預壓制後將初步變形的翅片帶材輸送到焊接區域,並由電阻焊電極將翅片帶材壓入陰模中,形成所需的翅片形狀。所述的衝頭能夠有效降低帶材壓制難度,提高生產效率,提升製造的h型扁平翅片管質量;6.本發明與對比技術2相比,提出h型扁平翅片管自動化裝焊方法適用於製造圓管螺旋翅片,本發明提出的設備和方法適用於扁平橢圓翅片管的高效製造,與圓管螺旋翅片相比,扁平橢圓翅片管的換熱效率更高;7.當採用鋁材料作為翅片帶材時,本發明提出的設備和方法更加容易操作,且獲得的翅片管熱效率更高,是同結構鋼翅片管的1.5~2倍。
附圖說明
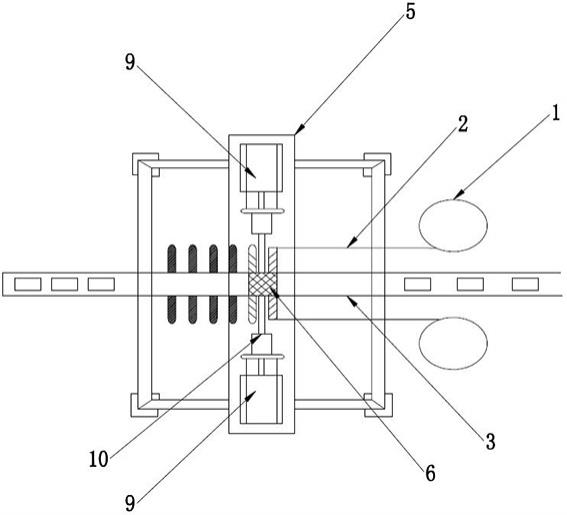
21.圖1是本發明實施例h型扁平翅片管自動化裝焊設備俯視圖 ;圖2是本發明實施例h型扁平翅片管自動化裝焊設備電極部分的俯視圖;圖3是本發明實施例h型扁平翅片管自動化裝焊設備側視圖;圖4是本發明實施例h型扁平翅片管結構示意圖。
22.圖中附圖標記:帶材盤1,翅片帶材2,扁平基管傳送及固定裝置3,扁平基管4,電阻焊設備5,翅片陰模6,陰模驅動裝置7,焊頭8,電極驅動裝置9,電阻焊電極10,焊接變壓器11,裝載輥道12,傳動機構13,壓力輥14,壓力輥驅動裝置15,驅動輥16,驅動輥驅動裝置17,卸載輥道18,支架20。
具體實施方式
23.下面結合附圖對本發明實施例作詳細說明。
24.實施例1:如圖1-3所示,一種h型扁平翅片管自動化裝焊設備,包括支架20,布設於支架20上的帶材盤1、扁平基管傳送及固定裝置3、電阻焊設備5、翅片陰模6和陰模驅動裝置7;扁平基管傳送及固定裝置3包括依次布設的裝載輥道12、壓力輥14、驅動輥16和卸載輥道18;其中,壓力輥14上連接有壓力輥驅動裝置15;支架20上安裝有驅動輥驅動裝置17,驅動輥16與驅動輥驅動裝置17之間通過傳動機構13連接;所述電阻焊設備5包括焊頭8、電極驅動裝置9和焊接變壓器11;所述焊頭8上設置有電阻焊電極10,焊接變壓器11固設於支架20上,焊接變壓器11連接電極驅動裝置9,電極驅動裝置9驅動焊頭8移動;本發明所述的h型扁平翅片管自動化裝焊設備,能夠實現扁平橢圓翅片管的自動上料、自動成型、自動焊接,自動化程度高、效率高。
25.一種h型扁平翅片管自動化裝焊設備的方法,具體步驟如下:步驟1:先將由鋁合金製成的壁厚為3mm的扁平基管4輸送到裝載輥道12上,然後通過壓力輥驅動裝置15驅動壓力輥14將扁平基管4固定;步驟2:將兩卷由鋁合金製成的寬度為100mm、厚度為0.5mm的翅片帶材2裝載到兩個帶材盤1上,通過導向器分別引導至扁平基管4兩側裝配位置;步驟3:藉助陰模驅動裝置7,將翅片陰模6運動至扁平基管4兩側焊接區;步驟4:藉助電極驅動裝置9,將帶有電阻焊電極10的焊頭8移動到扁平基管4兩側,將翅片帶材2壓入翅片陰模6中,形成所需的翅片形狀並與扁平基管4接觸;步驟5:電阻焊設備5通電,電阻焊電極10在頂鍛力作用下將翅片帶材2與扁平基管4焊接,頂鍛力為2000n,焊接電流為8000a,電壓為7v;步驟6:完成電阻焊後,電極驅動裝置9驅動焊頭8回撤至原始位置,藉助陰模驅動裝置7將翅片陰模6沿翅片帶材2壓型折邊方向移動,從焊接區移出;步驟7:驅動輥16在驅動輥驅動裝置17的作用下將焊好一對翅片帶材2的扁平基管4向前移動一個翅片的間距t;步驟8:重複步驟1~7的操作,在自動模式下完成翅片帶材2的反覆成形、焊接,獲得所需長度的成品h型扁平翅片管;步驟9:將成品h型扁平翅片管從卸載輥道18上卸下,完成製造。所製造的h型扁平翅片管如圖4所示。
26.在本實施例中,翅片帶材2與扁平基管4的材料還可採用碳鋼或不鏽鋼;翅片帶材2的寬度為50~200mm,厚度為0.1~2mm;扁平基管4的壁厚為1~5mm;電阻焊電極10還可由青銅製成;電阻焊電機10的工作接觸面積為10~100mm2;電阻焊電極10在頂鍛力作用下將翅片帶材2與扁平基管4焊接時,頂鍛力為500~5000n,焊接電流為2000~20000a,電壓為5~20v。
27.陰模驅動裝置7、電極驅動裝置9和壓力輥驅動裝置15均為氣動氣缸驅動,驅動輥驅動裝置17為電機驅動,提高了整體的自動化程度。
28.採用本發明所述的h型扁平翅片管自動化裝焊設備及方法,翅片帶材無需加工成單個翅片,節省了工序,節約了成本;同時,翅片由整體帶材壓制到基管表面並電阻焊接,增大了翅片與基管的接觸焊接面積,提高了傳熱效率。
29.實施例2:在實施例1所述的h型扁平翅片管自動化裝焊設備構成的基礎上,配置與電阻焊電極10成對放置的衝頭,用於翅片帶材2的預壓制,衝頭材料選用低摩擦係數材料,如尼龍6,預壓制後將初步變形的翅片帶材2輸送到焊接區域,並由電阻焊電極10將翅片帶材2壓入陰模6中,形成所需的翅片形狀。本實施例所述的衝頭,適用於厚度1~2mm的較厚翅片帶材預壓製成形,降低帶材壓制難度,提高生產效率,提升製造的h型扁平翅片管質量。
30.本實施例的其他內容可參照實施例1。
31.對所公開的實施例的上述說明,使本領域專業技術人員能夠實現或使用本發明。對這些實施例的多種修改對本領域的專業技術人員來說將是顯而易見的,本文中所定義的一般原理可以在不脫離本發明的精神或範圍的情況下,在其它實施例中實現;因此,本發明將不會被限制於本文所示的這些實施例,而是要符合與本文所公開的原理和新穎特點相一
致的最寬的範圍。
32.儘管本文較多地使用了圖中附圖標記:帶材盤1,翅片帶材2,扁平基管傳送及固定裝置3,扁平基管4,電阻焊設備5,翅片陰模6,陰模驅動裝置7,焊頭8,電極驅動裝置9,電阻焊電極10,焊接變壓器11,裝載輥道12,傳動機構13,壓力輥14,壓力輥驅動裝置15,驅動輥16,驅動輥驅動裝置17,卸載輥道18,支架20等術語,但並不排除使用其它術語的可能性;使用這些術語僅僅是為了更方便地描述和解釋本發明的本質;把它們解釋成任何一種附加的限制都是與本發明精神相違背的。