陶瓷製品製作裝置的製作方法
2024-04-16 01:55:05 3
1.本技術涉及陶瓷製品技術領域,尤其涉及一種陶瓷製品製作裝置。
背景技術:
2.陶瓷製品作為精美的藝術品以及生活用具,豐富了人們的精神生活,陶瓷製品的製作過程一般包括練泥、淘洗、拉坯、印坯、曬坯、施釉、燒窯和彩繪等,其中,在施釉前,一些工藝要求較高的陶瓷製品還需對其表面進行精細化處理。
3.目前,一般通過人工打磨的方式進行精細化處理,由於人工打磨力度不均,使得陶瓷製品的次品率升高,且需要耗費較多的人力物力,進而降低了產品的生產效率。
技術實現要素:
4.本技術旨在至少在一定程度上解決上述技術中的技術問題之一。
5.為此,本技術的一個目的在於提出一種陶瓷製品製作裝置,採用打磨機構自主打磨待加工陶瓷製品,使得打磨力度均勻,降低了陶瓷製品的次品率,同時,節省了大量的人力物力,從而提高了產品的生產效率。
6.為達到上述目的,本技術第一方面實施例提出了一種陶瓷製品製作裝置,包括殼體、打磨機構、夾持機構和控制器,其中,所述殼體設置在地面上;所述夾持機構設置在所述殼體上,所述夾持機構用於固定待加工陶瓷製品;所述打磨機構設置在所述殼體的內部,且位於所述夾持機構的上方,所述打磨機構包括旋轉驅動組件、多個支撐組件、多個推動裝置、水平移動組件和打磨組件,其中,多個所述支撐組件對稱設置在所述殼體的內部頂壁,多個所述支撐組件用於限制所述旋轉驅動組件的位置;所述旋轉驅動組件設置在多個所述支撐組件的外側,所述旋轉驅動組件用於帶動所述打磨組件旋轉,以打磨所述待加工陶瓷製品的外壁;多個所述推動裝置對稱設置在所述旋轉驅動組件上,多個所述推動裝置用於豎直移動所述打磨組件,以改變所述打磨組件的位置;所述水平移動組件設置在多個所述推動裝置的推動杆上,所述水平移動組件用於改變所述打磨組件的形狀,以將所述打磨組件靠近或遠離所述待加工陶瓷製品;所述打磨組件設置在所述水平移動組件的底部,所述打磨組件用於精細化處理所述待加工陶瓷製品,以獲得目標陶瓷製品;所述控制器設置在所述殼體上,所述打磨機構和所述夾持機構分別與所述控制器相連,所述控制器用於按照預設程序分別向所述打磨機構和所述夾持機構發送運行信號。
7.本技術實施例的陶瓷製品製作裝置,採用打磨機構自主打磨待加工陶瓷製品,使得打磨力度均勻,降低了陶瓷製品的次品率,同時,節省了大量的人力物力,從而提高了產品的生產效率。
8.另外,根據本技術上述實施例提出的陶瓷製品製作裝置還可以具有如下附加的技術特徵:
9.在本技術的一個實施例中,所述夾持機構包括氣泵、固定柱和多個氣囊,其中,所述氣泵設置在所述殼體的底部,所述氣泵用於向多個所述氣囊的內部鼓入空氣;所述固定
柱設置在所述殼體的內部底壁,所述固定柱用於支撐多個所述氣囊;多個所述氣囊等距設置在所述固定柱上,所述氣泵的多個出氣管分別與多個所述氣囊的進氣口連通,多個所述氣囊用於填充所述固定柱與所述待加工陶瓷製品之間的空隙,以固定所述待加工陶瓷製品。
10.在本技術的一個實施例中,所述旋轉驅動組件包括第一驅動裝置、齒輪和環體,其中,所述第一驅動裝置設置在所述殼體上,所述第一驅動裝置的輸出軸與所述殼體通過軸承可轉動連接;所述齒輪設置在所述第一驅動裝置的輸出軸上;所述環體設置在所述殼體的內部,所述環體的內圈輪齒與所述齒輪嚙合連接。
11.在本技術的一個實施例中,所述支撐組件包括固定板、連接軸和滾輪,其中,所述環體的外圈開設有槽體,所述滾輪可滾動設置在所述槽體的內部;所述連接軸的一端設置在所述滾輪上,所述連接軸的另一端可轉動設置在所述固定板上;所述固定板設置在所述殼體的內部頂壁上。
12.在本技術的一個實施例中,所述水平移動組件包括第一移動裝置和第二移動裝置,其中,所述第一移動裝置與多個所述推動裝置的推動杆連接,所述第一移動裝置用於驅動第二移動裝置;所述第二移動裝置可移動設置在所述第一移動裝置的下方,所述第二移動裝置用於驅動所述打磨組件,以改變所述打磨組件的形狀。
13.在本技術的一個實施例中,所述打磨組件包括多個限位輪、皮帶、打磨件和第二驅動裝置,其中,多個所述限位輪可移動設置在所述第二移動裝置的下方,多個所述限位輪用於限制所述皮帶的位置,以及帶動所述皮帶和所述打磨件轉動;所述皮帶繞設在多個所述限位輪的外側;所述打磨件設置在所述皮帶的內圈;所述第二驅動裝置設置在一個所述限位輪和第二移動裝置之間。
14.在本技術的一個實施例中,還包括淨化組件,所述淨化組件用於處理打磨產生的廢料,所述淨化組件包括處理箱、管體和收集罩,其中,所述處理箱設置在所述殼體上;所述收集罩設置在所述殼體的內部,所述收集罩與所述處理箱之間通過所述管體連通。
15.在本技術的一個實施例中,所述殼體上鉸接有門體。
16.本技術附加的方面和優點將在下面的描述中部分給出,部分將從下面的描述中變得明顯,或通過本技術的實踐了解到。
附圖說明
17.本技術上述的和/或附加的方面和優點從下面結合附圖對實施例的描述中將變得明顯和容易理解,其中:
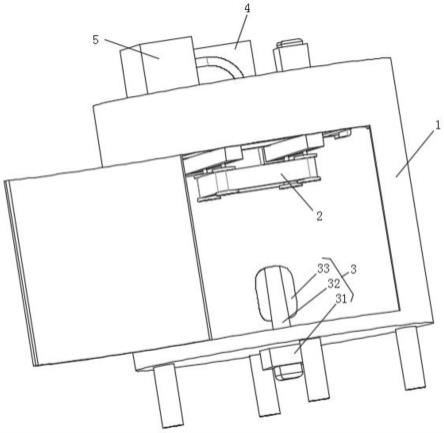
18.圖1為根據本技術一個實施例的陶瓷製品製作裝置結構示意圖;
19.圖2為根據本技術一個實施例的陶瓷製品製作裝置打磨機構和淨化組件連接結構示意圖;
20.圖3為根據本技術一個實施例的陶瓷製品製作裝置旋轉驅動組件、支撐組件和推動裝置連接結構示意圖;
21.圖4為根據本技術一個實施例的陶瓷製品製作裝置水平移動組件和打磨組件連接結構示意圖;
22.圖5為根據本技術一個實施例的陶瓷製品製作裝置部分結構示意圖;
23.圖6為根據本技術另一個實施例的陶瓷製品製作裝置結構示意圖。
24.附圖標記:1、殼體;2、打磨機構;21、旋轉驅動組件;211、第一驅動裝置;212、齒輪;213、環體;22、支撐組件;220、槽體;221、固定板;222、連接軸;223、滾輪;23、推動裝置;24、水平移動組件;241、第一移動裝置;242、第二移動裝置;25、打磨組件;251、限位輪;252、皮帶;253、打磨件;254、第二驅動裝置;3、夾持機構;31、氣泵;32、固定柱;33、氣囊;4、控制器;5、淨化組件;51、處理箱;52、管體;53、收集罩;61、門體。
具體實施方式
25.下面詳細描述本技術的實施例,所述實施例的示例在附圖中示出,其中自始至終相同或類似的標號表示相同或類似的元件或具有相同或類似功能的元件。下面通過參考附圖描述的實施例是示例性的,旨在用於解釋本技術,而不能理解為對本技術的限制。
26.下面參照附圖描述本技術實施例的陶瓷製品製作裝置。
27.如圖1和圖2所示,本技術實施例的陶瓷製品製作裝置,可包括殼體1、打磨機構2、夾持機構3和控制器4。
28.其中,殼體1設置在地面上,夾持機構3設置在殼體1上,夾持機構3用於固定待加工陶瓷製品。
29.打磨機構2設置在殼體1的內部,且位於夾持機構3的上方,打磨機構2可包括旋轉驅動組件21、多個支撐組件22、多個推動裝置23、水平移動組件24和打磨組件25。
30.其中,多個支撐組件22對稱設置在殼體1的內部頂壁,多個支撐組件22用於限制旋轉驅動組件21的位置,旋轉驅動組件21設置在多個支撐組件22的外側,旋轉驅動組件21用於帶動打磨組件25旋轉,以打磨待加工陶瓷製品的外壁,可以理解的是,多個支撐組件22的數量可以為4、6、8個等,在此不做具體限定。
31.多個推動裝置23對稱設置在旋轉驅動組件21上,多個推動裝置23用於豎直移動打磨組件25,以改變打磨組件25的位置,水平移動組件24設置在多個推動裝置23的推動杆上,水平移動組件24用於改變打磨組件25的形狀,以將打磨組件25靠近或遠離待加工陶瓷製品。
32.需要說明的是,該實施例中所描述的多個推動裝置23的數量可以為4、6、8個等,在此不做具體限定,推動裝置23可以為電動推桿或液壓杆中的任一種,在此不做具體限定。
33.打磨組件25設置在水平移動組件24的底部,打磨組件25用於精細化處理待加工陶瓷製品,以獲得目標陶瓷製品,控制器4設置在殼體1上,打磨機構2和夾持機構3分別與控制器4相連,控制器4用於按照預設程序分別向打磨機構2和夾持機構3發送運行信號。
34.需要說明的是,實施例中所描述的預設程序可根據實際情況進行標定。例如:可通過plc編程控制或遙控控制等方式中的任一種,在此不做具體限定。
35.具體地,在施釉工序前,工人需要對部分陶瓷製品(例如:球形、柱狀陶瓷罐)進行打磨工序,首先,工人將待加工的陶瓷製品套設在夾持機構3的外側,進而將陶瓷製品固定在殼體1的內部。
36.根據陶瓷製品的形狀,向控制器4中載入預設程序(例如:利用外部掃描設備讀取陶瓷製品的形狀數據,然後將形狀數據轉化為電信號載入至控制器4中),控制器4向打磨機構2和夾持機構3發送運行信號,進而保證陶瓷製品的夾持強度和適宜的打磨力度。
37.首先,多個推動裝置23共同運行,進而將水平移動組件24和打磨組件25推向待加工的陶瓷製品,當打磨組件25(例如:打磨組件25的形狀可為正方形)套設在待加工陶瓷製品的外側後,水平移動組件24開始運行,水平移動組件24將打磨組件25拉扯成長方形結構,使得打磨組件25與待加工陶瓷製品的前後均接觸,並且保持一定的壓力。
38.與此同時,打磨組件25開始運行,進而對待加工陶瓷製品的外壁一處進行打磨,接著旋轉驅動組件21開始運行,旋轉驅動組件21帶動推動裝置23、水平移動組件24和打磨組件25開始旋轉,進而對待加工陶瓷製品的四周進行打磨。
39.然後,推動裝置23再次運行,進而推動水平移動組件24和打磨組件25下行,進而對待加工陶瓷製品的全部外壁進行打磨,直至打磨完畢,可以理解的是,在推動裝置23帶動水平移動組件24和打磨組件25下行的過程中,水平移動組件24能夠驅動打磨組件25改變形狀規格,進而適應待加工陶瓷製品的外形,使得打磨過程中,待加工陶瓷製品的外壁受力均勻。
40.待加工陶瓷製品打磨完成後,打磨機構2復位,夾持機構3釋放陶瓷製品,將陶瓷製品從殼體1的內部取出後進行施釉工序。
41.在本技術的一個實施例中,如圖1所示,夾持機構3可包括氣泵31、固定柱32和多個氣囊33。
42.其中,氣泵31設置在殼體1的底部,氣泵31用於向多個氣囊33的內部鼓入空氣,固定柱32設置在殼體1的內部底壁,固定柱32用於支撐多個氣囊33。
43.多個氣囊33等距設置在固定柱32上,氣泵31的多個出氣管分別與多個氣囊33的進氣口連通,多個氣囊33用於填充固定柱32與待加工陶瓷製品之間的空隙,以固定待加工陶瓷製品。
44.需要說明的是,該實施例中所描述的氣囊33的內部設有壓力傳感器(圖中未示出),壓力傳感器與控制器4相連,進而對氣囊33內的氣體壓力進行監測,保證陶瓷製品固定後的穩定性。
45.具體地,固定待加工陶瓷製品時,首先將待加工陶瓷製品倒扣在固定柱32上,控制器4向氣泵31發送運行信號,氣泵31向氣囊33中鼓入空氣,待壓力傳感器檢測到氣囊33內壓力達到預設值時,氣泵31停止工作,待加工陶瓷製品被固定。通過氣囊33與陶瓷製品的內壁接觸,不僅可以避免夾持機構3對待加工陶瓷製品造成損壞,而且氣囊33充氣後的形狀多變,進而增大了與待加工陶瓷製品的接觸面積,提高了待加工陶瓷製品的穩定性。
46.可以理解的是,當打磨組件25對待加工陶瓷製品的外壁進行打磨時,由於陶瓷製品的兩邊同時受壓力,所以陶瓷製品不會出現傾斜的現象。
47.作為一種可能的情況,為了避免打磨過程中陶瓷製品出現轉動的情況,氣囊33的外壁可以設置多個凸起(圖中未示出),進一步提高待加工陶瓷製品的穩定性。
48.在本技術的一個實施例中,如圖3所示,旋轉驅動組件21可包括第一驅動裝置211、齒輪212和環體213。
49.其中,第一驅動裝置211設置在殼體1上,第一驅動裝置211的輸出軸與殼體1通過軸承可轉動連接,齒輪212設置在第一驅動裝置211的輸出軸上,環體213設置在殼體1的內部,環體213的內圈輪齒與齒輪212嚙合連接。
50.需要說明的是,該實施例中所描述的第一驅動裝置211可以為伺服電機。
51.在本技術的一個實施例中,如圖3所示,支撐組件22可包括固定板221、連接軸222和滾輪223。
52.其中,環體213的外圈開設有槽體220,滾輪223可滾動設置在槽體220的內部,連接軸222的一端設置在滾輪223上,連接軸222的另一端可轉動設置在固定板221上,固定板221設置在殼體1的內部頂壁上。
53.可以理解的是,連接軸222的另一端可以通過軸承連接的方式與固定板221連接。
54.具體地,當打磨組件25需要旋轉時,控制器4向第一驅動裝置211發送運行信號,第一驅動裝置211帶動齒輪212轉動,齒輪212的外圈輪齒與環體213的內圈輪齒嚙合,進而帶動環體213旋轉。
55.與此同時,滾輪223在槽體220的內部滾動,進而對環體213進行支撐,可以保證環體213轉動時的穩定性。
56.在本技術的一個實施例中,如圖4和圖5所示,水平移動組件24包括第一移動裝置241和第二移動裝置242。
57.其中,第一移動裝置241與多個推動裝置23的推動杆連接,第一移動裝置241用於驅動第二移動裝置242,第二移動裝置242可移動設置在第一移動裝置241的下方,第二移動裝置242用於驅動打磨組件25,以改變打磨組件25的形狀。
58.需要說明的是,該實施例中所描述的第一移動裝置241和第二移動裝置242均包括兩組電動滑臺(圖中未具體標識)和滑座(圖中未具體標識),第二移動裝置242設置在第一移動裝置241的滑座上,打磨組件25設置在第二移動裝置242的滑座上。
59.具體地,參照圖4,打磨組件25呈大致正方形結構時,打磨組件25下行至待加工陶瓷製品處,此時,第一移動裝置241帶動第二移動裝置242中的兩個滑臺相互靠近,第二移動裝置242中的四個滑座共同帶動打磨組件25改變形狀(大致呈長方形結構),使得打磨組件25與待加工陶瓷製品的外壁貼合,最終完成打磨工序。
60.在本技術的一個實施例中,如圖4所示,打磨組件25可包括多個限位輪251、皮帶252、打磨件253和第二驅動裝置254。
61.其中,多個限位輪251可移動設置在第二移動裝置242的下方,多個限位輪251用於限制皮帶252的位置,以及帶動皮帶252和打磨件253轉動,皮帶252繞設在多個限位輪251的外側,打磨件253設置在皮帶252的內圈,第二驅動裝置254設置在一個限位輪251和第二移動裝置242之間。
62.可以理解的是,多個限位輪251的數量可以為4個。
63.需要說明的是,該實施例中所描述的皮帶252與打磨件253之間可通過魔術貼(圖中未示出)的方式連接,打磨間253可為砂紙(圖中未具體標識),砂紙的規格需大於2000目。
64.另外,限位輪251與第二移動裝置242中滑座之間通過軸承轉動連接。
65.在本技術的實施例中,第二驅動裝置254可包括伺服電機(圖中未具體標識)和固定支架(圖中未具體標識),伺服電機與一個限位輪251連接,固定支架設置在伺服電機的外側,固定支架的一端延伸至第二移動裝置242中的滑座上,並且固定在該滑座上。
66.具體地,參照圖4,當打磨組件25靠近待加工陶瓷製品時,第二移動裝置242中的滑座帶動統一滑臺上的兩個限位輪251遠離,進而使得皮帶252和打磨件253圍繞成長方形結構,最終使得打磨件253與待加工陶瓷製品的外壁貼合,反之,皮帶252和打磨件253遠離待
加工陶瓷製品。
67.在本技術的一個實施例中,如圖2所示,還包括淨化組件5,淨化組件5用於處理打磨產生的廢料,淨化組件5可包括處理箱51、管體52和收集罩53。
68.其中,處理箱51設置在殼體1上,收集罩53設置在殼體1的內部,收集罩53與處理箱51之間通過管體52連通。
69.需要說明的是,該實施例中所描述的處理箱51具有除塵過濾的作用。
70.具體地,打磨組件25對陶瓷製品的外壁進行打磨後,揚起了較多的飛塵,飛塵在殼體1的內部漂浮,此時,控制器4向淨化組件5發送運行信號,飛塵經收集罩53和管體52進入處理箱51的內部被暫存,不僅實現了綠色生產,而且避免了飛塵飄落在陶瓷製品的表面影響打磨的質量。
71.作為一種可能的情況,為了實現綠色生產的同時,還可以避免打磨時陶瓷製品的表面的溫度過高,可將淨化組件5更換為噴淋裝置(圖中未示出),噴淋裝置可使用拋光液,殼體1的底部設置收集結構(圖中未示出)。
72.在本技術的一個實施例中,如圖6所示,殼體1上鉸接有門體61。
73.需要說明的是,該實施例中所描述的門體61為透明的亞克力材料,不僅方便工人觀察陶瓷製品的打磨工序,而且還方便工人對打磨件253進行更換,進而保證打磨組件25的效果。
74.綜上,本技術實施例的陶瓷製品製作裝置,採用打磨機構自主打磨待加工陶瓷製品,使得打磨力度均勻,降低了陶瓷製品的次品率,同時,節省了大量的人力物力,從而提高了產品的生產效率。
75.在本說明書的描述中,術語「第一」、「第二」僅用於描述目的,而不能理解為指示或暗示相對重要性或者隱含指明所指示的技術特徵的數量。由此,限定有「第一」、「第二」的特徵可以明示或者隱含地包括至少一個該特徵。在本技術的描述中,「多個」的含義是至少兩個,例如兩個,三個等,除非另有明確具體的限定。
76.在本說明書的描述中,參考術語「一個實施例」、「一些實施例」、「示例」、「具體示例」、或「一些示例」等的描述意指結合該實施例或示例描述的具體特徵、結構、材料或者特點包含於本技術的至少一個實施例或示例中。在本說明書中,對上述術語的示意性表述不必須針對的是相同的實施例或示例。而且,描述的具體特徵、結構、材料或者特點可以在任一個或多個實施例或示例中以合適的方式結合。此外,在不相互矛盾的情況下,本領域的技術人員可以將本說明書中描述的不同實施例或示例以及不同實施例或示例的特徵進行結合和組合。
77.儘管上面已經示出和描述了本技術的實施例,可以理解的是,上述實施例是示例性的,不能理解為對本技術的限制,本領域的普通技術人員在本技術的範圍內可以對上述實施例進行變化、修改、替換和變型。